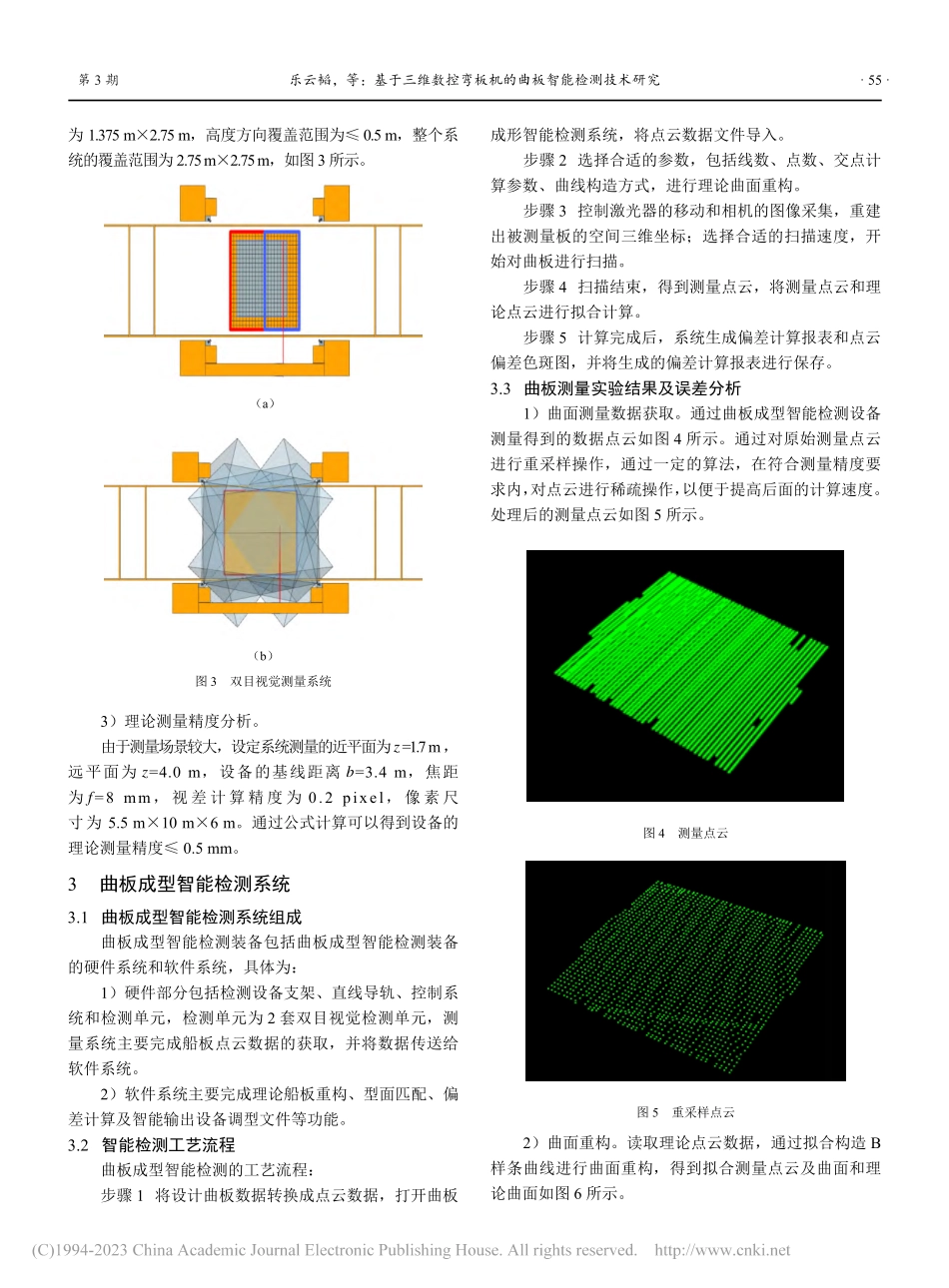
第31卷第3期2023年3月Vol.31No.3Mar.,2023船舶物资与市场MARINEEQUIPMENT/MATERIALS&MARKETING0引言SKWB船舶三维数控弯板机是我国自主研制的新一代大型船用曲板加工设备,该设备采用多点成型技术,可实现模具的自动调形,板材的自动弯压等工序,具有速度快,精度高的特点[1]。经过多年来的应用,发现设备自带的磁致接触式曲面测量系统由于长期磨损,其检测精度下降明显,已经大大影响了弯板效率及精度。为满足生产任务,对于曲板的检测仍为传统的样箱测量,且测量速度慢,无法实现曲板压弯的全环节自动化,严重延误了加工作业工期。因此急需开展曲板智能检测技术研究。借助先进的数字化无接触式在位测量技术来提高复杂曲率船板加工精度。同时利用软件系统通过数模配准和计算,可以自动生成指导下一次修正的调型文件,可大大提高曲板加工效率,为逐步取消船厂现行的样板、样箱测量方法和船舶曲板的在线加工提供技术支持。同时借助此系统能够实现船舶三维曲板的快速测量,提高船厂智能化制造的程度,简化船舶曲面测量的步骤,极大地提高船舶曲面板成型检测精度。1曲面测量技术1.1曲面测量方法曲面测量方法依据被测曲面是否和测量设备直接基于三维数控弯板机的曲板智能检测技术研究乐云韬,陈勇,俞峰(江南造船(集团)有限责任公司,上海201913)摘要:目前,主流船企对于曲板成型后的检验主要采用传统的样板、样箱对样的测量方法,该方法存在样板、样箱制作工作量大,重复利用率低,人工操作效率低、误差大、智能化不足等问题。本文通过对现有的三维曲面测量技术及设备进行现状分析及对比,研制出一种用于三维数控弯板机的智能检测装置,其原理是采用无接触的双目视觉测量技术,可快速获取曲板的三维空间位置。采用专用算法可实现曲面的快速拟合、重构。通过与理论曲面的匹配可快速得到误差数据,并生成多点成型压模的二次修型数据。通过曲板智能检测装置的研发和应用,可逐步取消样板及样箱的传统对样方法,达到提高曲板加工的精度及效率的目的。关键词:曲面测量;智能检测;双目视觉;曲板成型智能检测系统中图分类号:U671.3文献标识码:ADOI:10.19727/j.cnki.cbwzysc.2023.03.017[引用格式]乐云韬,陈勇,余峰.基于三维数控弯板机的曲板智能检测技术研究[J].船舶物资与市场,2023,31(3):53-56.收稿日期:2022-09-25基本项目:国防基础科研重大项目(JCKY2018206A001)作者简介:乐云韬(1990-),男,本科,工程师,研究方向为船舶建造项目管理...