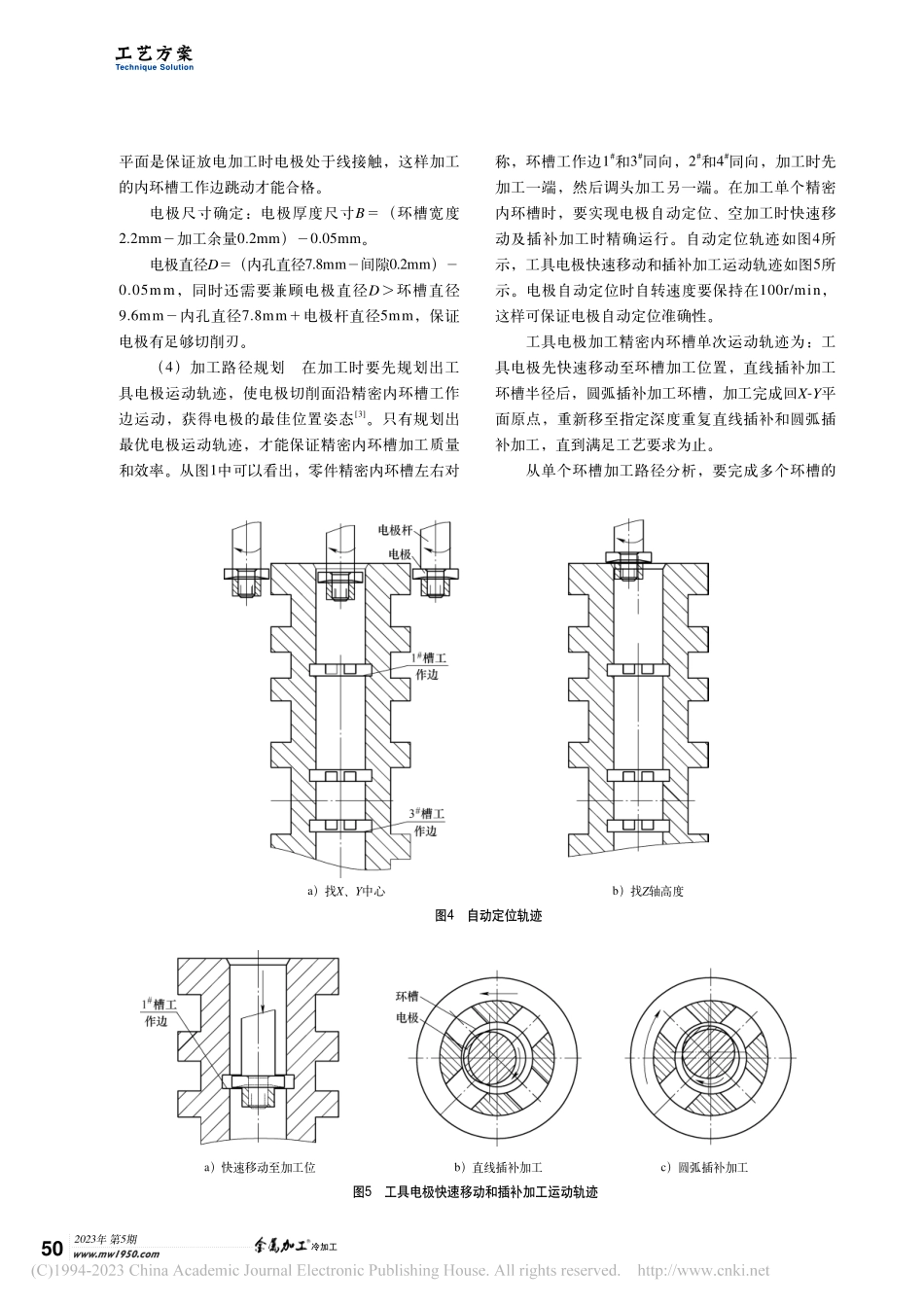
2023年第5期冷加工www.mw1950.com48工艺方案TechniqueSolution基于EDM的精密内环槽加工技术马宏伟,袁开波,钟开平,吴超航空工业航宇救生装备有限公司湖北襄阳441003摘要:针对精密内环槽零件的加工难点和关键影响因素进行工艺分析,提出可行的技术方案,通过电火花加工解决了内环槽加工难点问题。并对方案中所用设备、专用工装、工具电极、加工路径规划和检测方法等进行详细设计和持续改进。经试加工验证,实现了精密内环槽的高效和稳定加工。关键词:精密;内环槽;电火花加工;工具电极;电加工参数1序言液压控制系统的控制精度直接影响产品性能。阀套是液压控制系统中伺服阀的核心零件,其加工精度直接影响伺服系统的控制性能[1]。阀套中内环槽的主要作用是控制伺服阀的流量等参数,由于零件材料硬,环槽精度高,因此加工难度大。通过对精密内环槽加工工艺进行分析,找出影响加工精度的因素并制定具体的工艺方案,解决了精密内环槽加工难题。2精密内环槽零件工艺分析图1所示为精密内环槽零件,材料为马氏体不锈钢,硬度≥55HRC。外形有环槽,内孔φ7.8mm,长度>70mm,内壁四环槽。环槽尺寸2.2-0-0.1mm×φ9.5+0.1+0mm,位置尺寸(30±0.03)mm、(20±0.03)mm,相对R轴向圆跳动0.004mm,表面粗糙度值Ra=0.4μm,槽与内孔相交处尖边Rmax=0.01mm。根据图1要求,分析零件内环槽加工难点有几何公差、表面粗糙度及位置尺寸。为了保证零件能够稳定高效地加工,必须找出影响零件加工的主要因素,分析原因并制定方案来解决精密内环槽加工难题。影响因素分析如下。1)材料热处理后硬度≥55HRC,难切削,传统加工方式难以保证加工要求。2)工艺系统刚性差。零件长度>70mm、内孔直径7.8mm,刀杆细长,刚性不足,加工时易出现振动、扭曲及断裂等现象。3)切削过程中排屑和散热难。切削路径长,排屑空间小,切削过程中切屑难于排出,容易与内壁产生摩擦,划伤内孔壁。同时也容易发生切屑阻图1精密内环槽零件2023年第5期冷加工www.mw1950.com49工艺方案TechniqueSolution塞,导致刀具损坏,零件报废。4)零件精度是微米级,检测也是重要因素。通过对零件工艺分析得出,高硬度材料加工、工艺系统刚性、排屑、散热和检测方法是影响内环槽加工的主要因素。本次提出采用电火花加工工艺,可以解决高硬度材料加工、工艺系统刚性差、加工排屑和散热问题,实现精密内环槽的加工。3工艺方案制定工艺路线合理程度对内环槽加工质量起着至关重要的作用。零件内环...