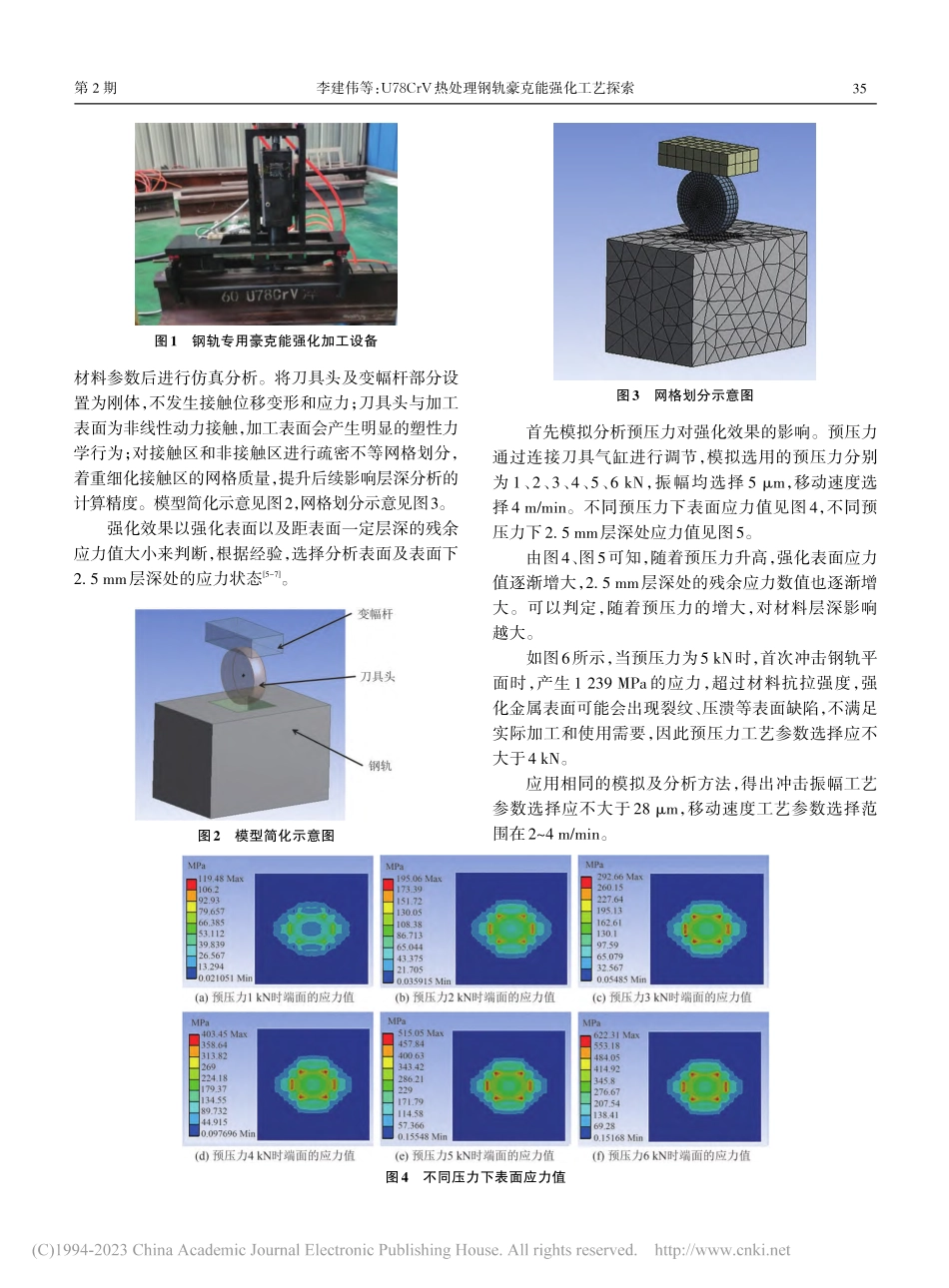
高速铁路新材料AdvancedMaterialsofHighSpeedRailway第2卷第2期2023年4月Vol.2No.2April2023U78CrV热处理钢轨豪克能强化工艺探索李建伟1,孙静涵1,杨庚2(1.中国神华能源股份有限公司轨道机械化维护分公司,天津300467;2.山东华云机电科技有限公司,济南250101)摘要:应用有限元分析法、正交试验法确定U78CrV热处理钢轨最优豪克能强化工艺,经豪克能强化的U78CrV热处理钢轨表层硬度得到明显提升,且得到一定厚度的硬化层。对经最优豪克能工艺强化的摩擦磨损试样进行滚动摩擦试验,结果显示:在5万转寿命范围内,试样耐磨性能可提升70%以上。对经首次强化并磨损5万转以后的试样进行第二次强化,耐磨性能仍提升约60%。试验结果表明U78CrV热处理钢轨可以通过豪克能强化工艺提升表面耐磨性。关键词:豪克能;U78CrV热处理钢轨;硬度;摩擦磨损中图分类号:U213.4+1;TG142文献标志码:Adoi:10.3969/j.issn.2097-0846.2023.02.007进入21世纪以来,我国铁路实施了一系列重大战略举措,第六次大提速和“一带一路”国家战略[1],重载列车和“八纵八横”铁路主干线建设项目[2]。然而,随着铁路列车运行速度和轴重的提升,铁路运输频率和运输强度不断增大,轮轨运行环境愈加恶劣,导致铁路基础部件的寿命和维修周期不断缩短,成为影响铁路运输效能的瓶颈问题,同时也蕴含着巨大的运输安全隐患[3]。豪克能是一种较新的表面处理技术,该技术利用大功率换能器推动工具头以2万r/s以上的频率冲击金属材料表面,在激活能和冲击能的复合能量作用下,表层金属晶粒细化产生压缩塑性变形,形成纳米层,使得材料表层综合机械性能得到明显提升。将豪克能技术应用到U78CrV热处理钢轨踏面强化加工上,开发了豪克能技术对U78CrV热处理钢轨表面强化工艺,提高了钢轨表面耐磨性能,进而达到提高钢轨服役寿命的目的。1试验材料试验选用在铁路小半径曲线路段服役的U78CrV热处理钢轨,U78CrV热处理钢轨化学成分见表1所示。为了减少因表面脱碳引起硬度降低等因素对钢轨表面性能的影响,应先将钢轨轨头表层脱碳层去除,去除厚度0.5mm[4]。2试验方法利用有限元分析技术研究豪克能加工过程中不同的预压力、冲击振幅、移动速度等变量对钢轨表层塑性变形层的影响效果,以得到最优表层硬度及塑性变形层深为依据,得到各变量的最优参数范围。在各变量的最优参数范围内,设计正交试验,通过使用山东华云机电科技有限公司设计的钢轨专用豪克能强化加工设备对钢轨进行强化(见图1)。对强...