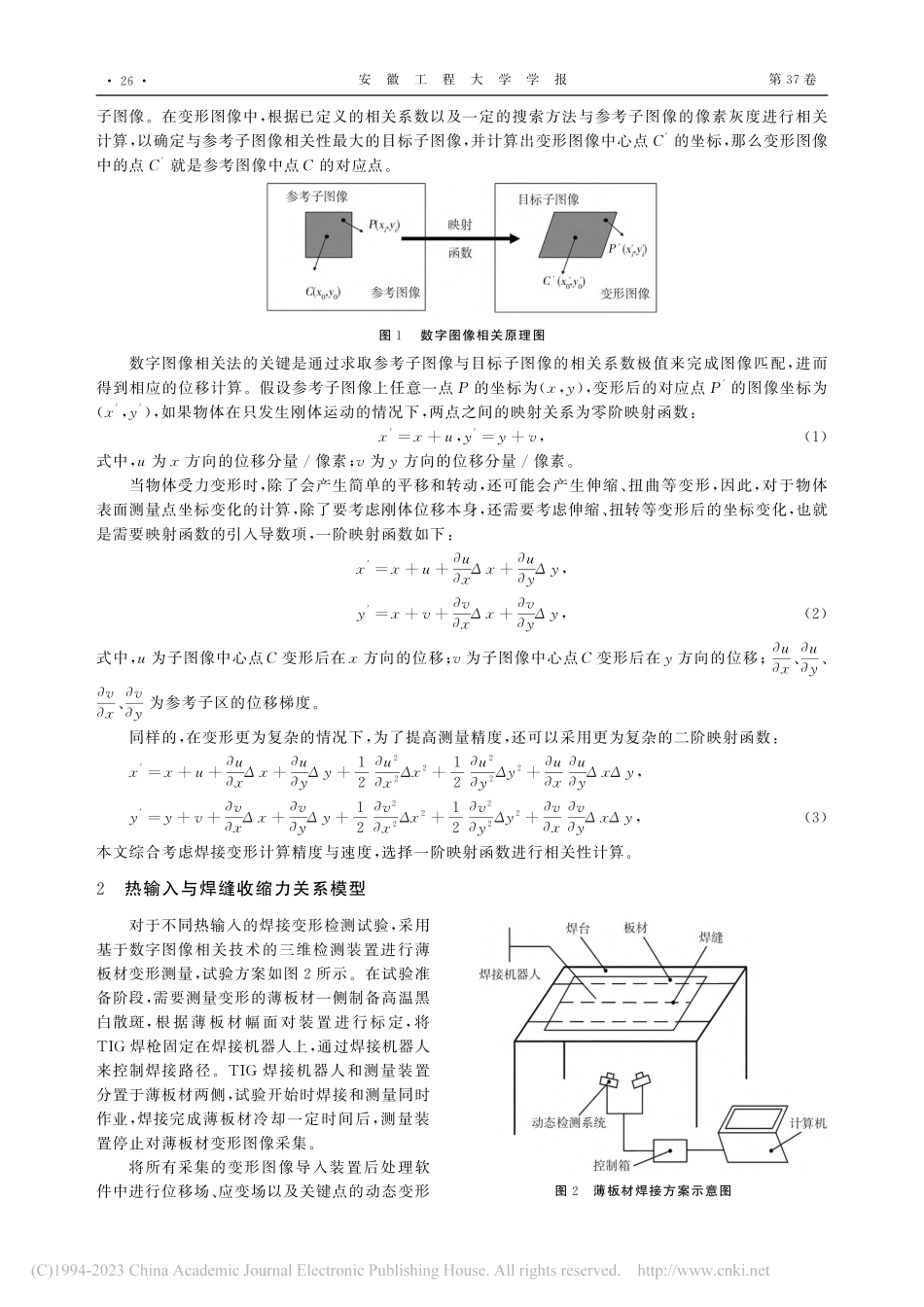
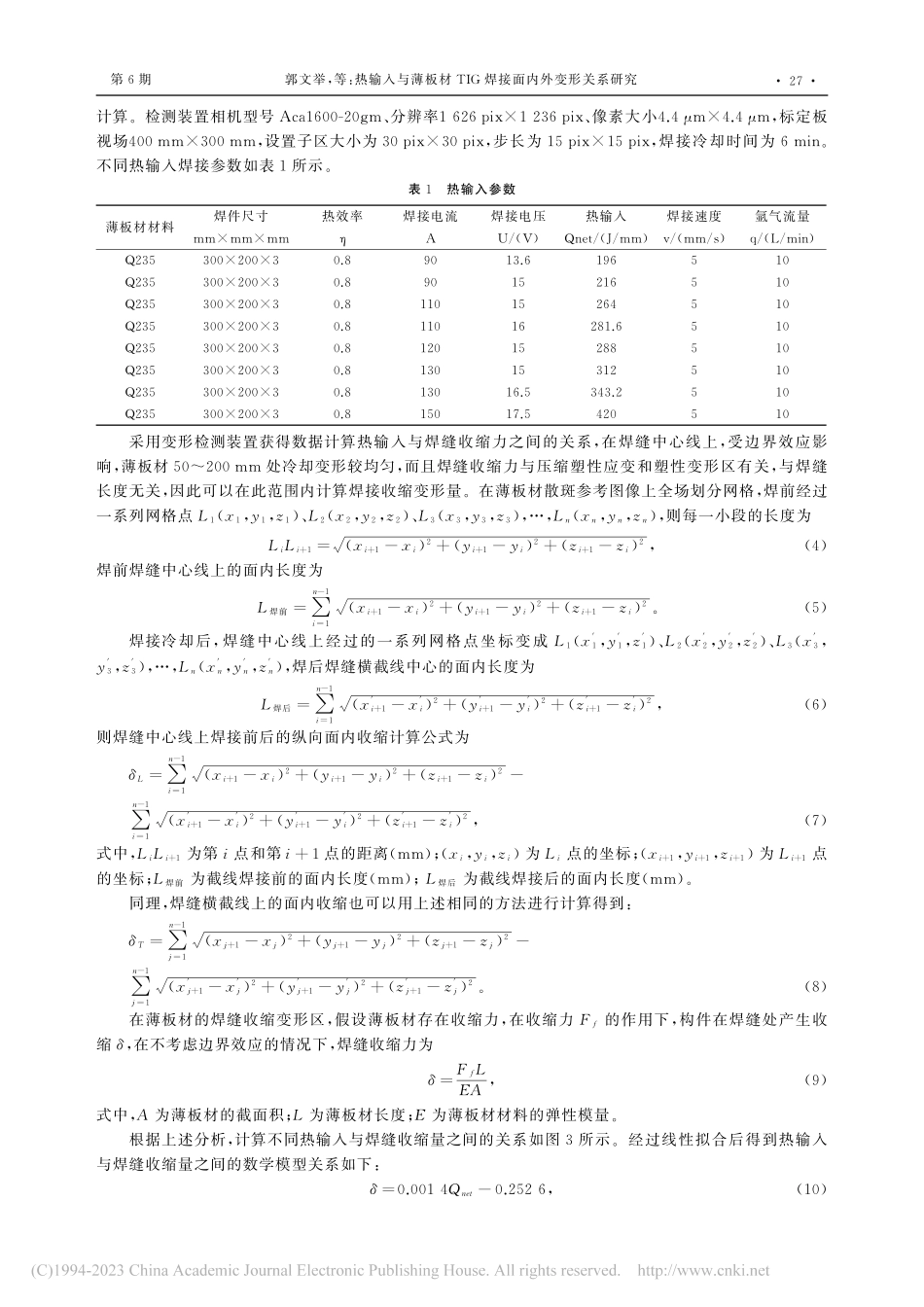
第37卷第6期2022年12月安徽工程大学学报JournalofAnhuiPolytechnicUniversityVol.37No.6Dec.2022文章编号:1672-2477(2022)06-0025-07收稿日期:2022-04-26基金项目:河南省重点研发与推广专项科技攻关基金资助项目(212102210370);安徽省高等学校自然科学研究重点基金资助项目(KJ2021A1324);安徽省教育厅教学研究基金资助项目(2020JYXM0643)作者简介:郭文举(1981-),男,河南鹿邑人,讲师,硕士。通信作者:郭楠(1984-),女,河南扶沟人,高级工程师,博士。热输入与薄板材TIG焊接面内外变形关系研究郭文举1,2,郭楠3*,马喜强3,杨芳3(1.芜湖市经济和信息化局投资与技术创新科,安徽芜湖241060;2.芜湖职业技术学院智能制造学院,安徽芜湖,241000;3.河南科技大学机电工程学院,河南洛阳471049)摘要:热输入对薄板材TIG焊接面外变形的影响较大,本文采用基于数字图像相关的三维非接触检测试验与热弹塑性有限元预测相结合的方法对不同热输入下的薄板材焊接变形进行研究,研究在不同焊接热输入下平板堆焊的面内、面外变形规律。结果表明,热输入需要达到一定的门槛值才能产生焊缝收缩力;随着焊接热输入的增大,焊缝处的面外变形也随之增大;热输入与薄板材焊接最大横向塑性应变值呈线性关系。关键词:热输入;焊接;面外变形;焊缝中图分类号:TG404文献标志码:A焊接热输入是焊接工艺的一项重要技术指标,对焊接接头[1-2]、残余变形[3-4]等的影响非常显著。为了获得较小的焊接残余变形,工程中通常取较小的热输入量,虽然减小了变形量,但同时影响了生产效率,而过大的热输入会产生焊接缺陷,影响焊接接头强度。在研究焊接失稳变形时,将焊接薄板材焊缝收缩变形的产生设想成在焊缝位置存在一个收缩力,这一收缩力作用在原始无应力的薄板材上,使薄板材产生压缩变形。根据弹性理论,可以近似地由焊缝及其附近区域的焊缝收缩力决定。因此,基于弹性理论的固有应变法认为[5],焊接失稳变形是由纵向固有收缩力产生的,纵向固有收缩是由薄板材周边材料的限制引起的,阻止了焊缝的自由收缩,因此,纵向固有变形在焊缝区域出现拉力,也就是焊缝收缩力。焊接循环完成后,在远离焊缝处的纵向压应力在横截面上的积分值就等于固有收缩力。因此,国内外众多学者研究焊缝固有收缩力与热输入之间的关系。郭楠等[6]采用基于热弹塑性有限元法对薄板材TIG堆焊屈曲变形进行预测并获得较高精度。周佳惠[7]提出无量纲热输入参数,该参数考虑不同材料和焊接条件的热输入,建立了焊接工艺参数与无量纲热输入参数之间的联系。邵晴...