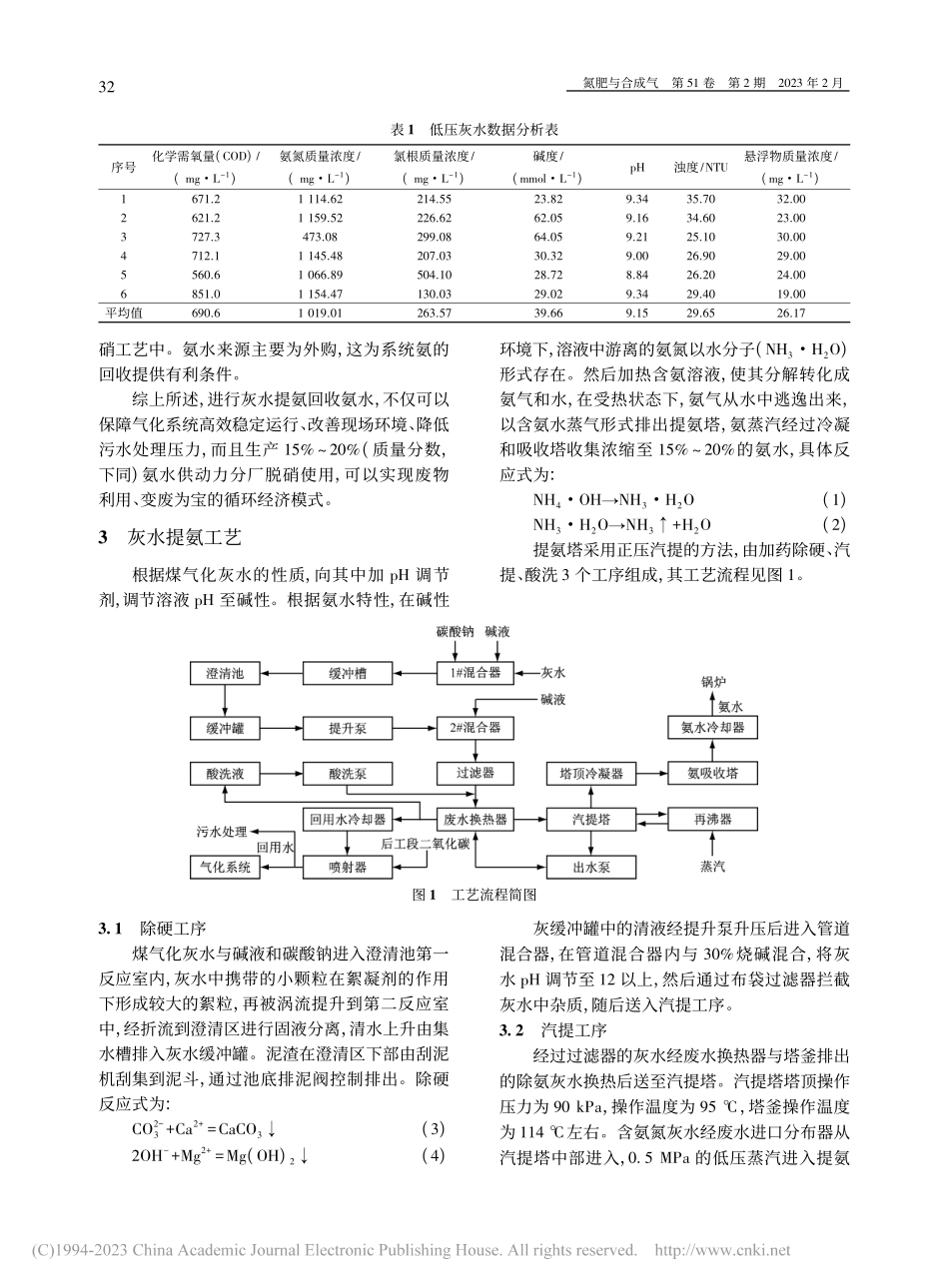
氮肥与合成气第51卷第2期2023年2月作者简介:赵蓉(1988—),女,助理工程师,主要从事煤气化生产控制工作;394582292@qq.com煤气化灰水提氨技术的探索与应用赵蓉,张波,李晓鹏(新疆天智辰业化工有限公司,新疆石河子832000)摘要:通过分析煤气化工艺,了解煤气化灰水中氨的来源,在碱性环境中,除去钙镁杂质,再采取正压汽提法脱除灰水中的氨,回收氨水作为锅炉脱硝处理剂。利用后工段产生的二氧化碳中和灰水pH后使灰水能够返回系统再利用,降低了后工段二氧化碳的排放量,提高了灰水利用率,实现煤化工清洁生产。关键词:煤气化;灰水;提氨;氨水中图分类号:X703文献标志码:B文章编号:2096-3548(2023)02-0031-03DOI:10.19910/j.cnki.ISSN2096-3548.2023.02.012煤气化工艺是实现煤炭清洁、高效利用的良好途径,也是以煤为原料生产化工产品的主要途径之一。近年来,随着以煤制油、煤制乙二醇、煤制烯烃为主的新建、扩建项目大量落地,煤化工技术得到快速发展。煤炭资源的使用情况及分布状况决定了开发和使用现代化先进煤气化技术的必要性。发展具有清洁能源、煤炭能源化工一体化的新型洁净煤技术,是当前煤化工发展的主要方向。新疆天智辰业化工有限公司煤气化装置采用水煤浆气流床加压气化技术,气化炉采用四流道组合式烧嘴与膜式水冷壁相结合,以纯氧作为气化剂,在高温、高压下完成气化过程,粗煤气中有效气(CO+H2)含量高,碳转化率高,不产生焦油、萘和酚水等,是一种环境友好型的气化技术。1灰水中氨的来源及对系统的影响气化装置以水为媒介、以水煤浆为原料,在富氧环境中进行加压气化。原煤的元素分析显示,煤中的氮质量分数为0.54%~0.96%,在水煤浆气化过程中,氮气与气化产生的氢气合成产生少量的氨气。高温的合成气和灰渣在出气化炉燃烧室后,与灰水进行激冷降温,经过洗涤除尘后将含尘质量浓度小于1mg/m3的合成气送往下游工段,激冷水和洗涤黑水经过闪蒸、沉降除去灰渣后循环利用。氨极易溶于水,通过灰水的循环利用,煤气化产生的氨会在系统中富集[1-2]。在气化炉锁斗排渣过程中,溶解于灰水中的氨气随灰渣一起进入捞渣机,在粗渣干燥过程中大量挥发,造成现场环境氨氮含量超标。氨具有刺激性和毒性,由于嗅觉疲劳,员工对长期接触的低浓度氨不敏感,容易引起氨中毒,严重影响员工身体健康。氨对系统的影响主要是在煤气变换工段和低温甲醇洗工段。出气化洗涤塔的合成气由于温度高(232℃),一部分氨会随合成气带至煤气变换工段和低...