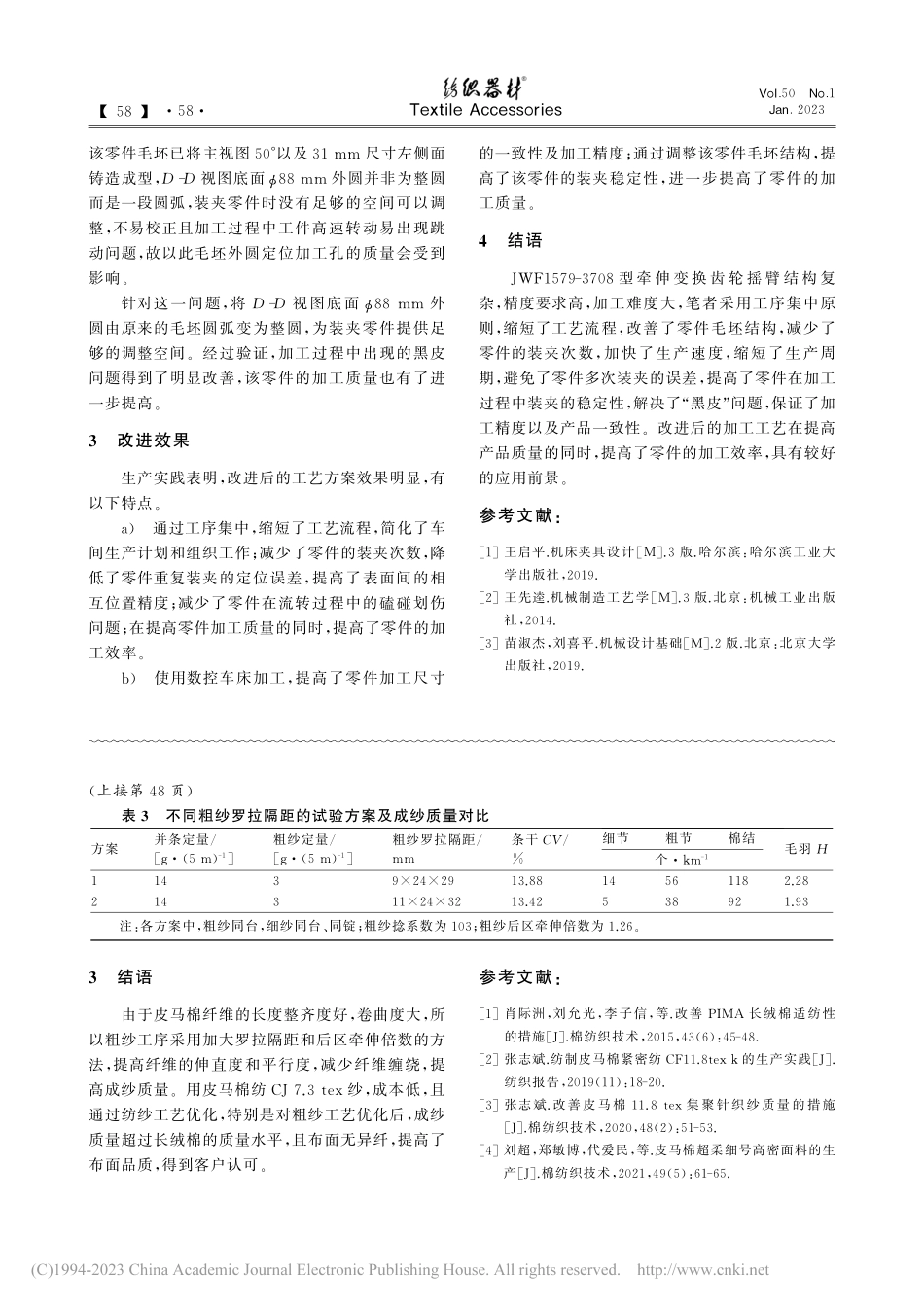
皮马棉纺CJ7.3tex品种粗纱工艺优化实践张东平,马凌涛(咸阳秦越纺织有限公司,陕西咸阳713100)摘要:为降低生产成本并提高成纱质量,用皮马棉代替新疆长绒棉纺CJ7.3tex纱,对比分析两种棉花的主要物理指标及皮马棉纺纱流程;通过试验对比,探讨精梳、粗纱工艺参数。指出:采用加大罗拉隔距和后区牵伸倍数,能提高皮马棉成纱质量;用皮马棉纺CJ7.3tex纱,成本低,且布面无异纤,成纱质量优于长绒棉。关键词:皮马棉;新疆长绒棉;粗纱;隔距;后区牵伸倍数中图分类号:TS104文献标志码:B文章编号:1001-9634(2023)01-0047-02OptimizationPracticeofRovingProcessforSpinningCJ7.3texYarnwithPimaCottonZHANGDongping,MALingtao(XianyangQinyueTextileCo.,Ltd.,Xianyang713100,China)Abstract:Inordertoreduceproductioncostandimproveyarnquality,CJ7.3texyarnisspunwithPimacottoninsteadofXinjianglong-staplecotton.ThemainphysicalindexesofthetwokindsofcottonandspinningprocessofPimacottonarecomparedandanalyzed.Throughthetestcomparison,processparametersofcombingandrovingarediscussed.ItispointedoutthattheyarnqualityofPimacottoncanbeimprovedbyincreasingtherollergaugeanddraftingmultipleofbackzone,andCJ7.3texyarnspunwithPimacottonislowincost,andhasgoodyarnquality,andfabricmadeofCJ7.3texyarnhasnoforeignfiber;theyarnqualityofPimacottonisbetterthanthatoflongstaplec...