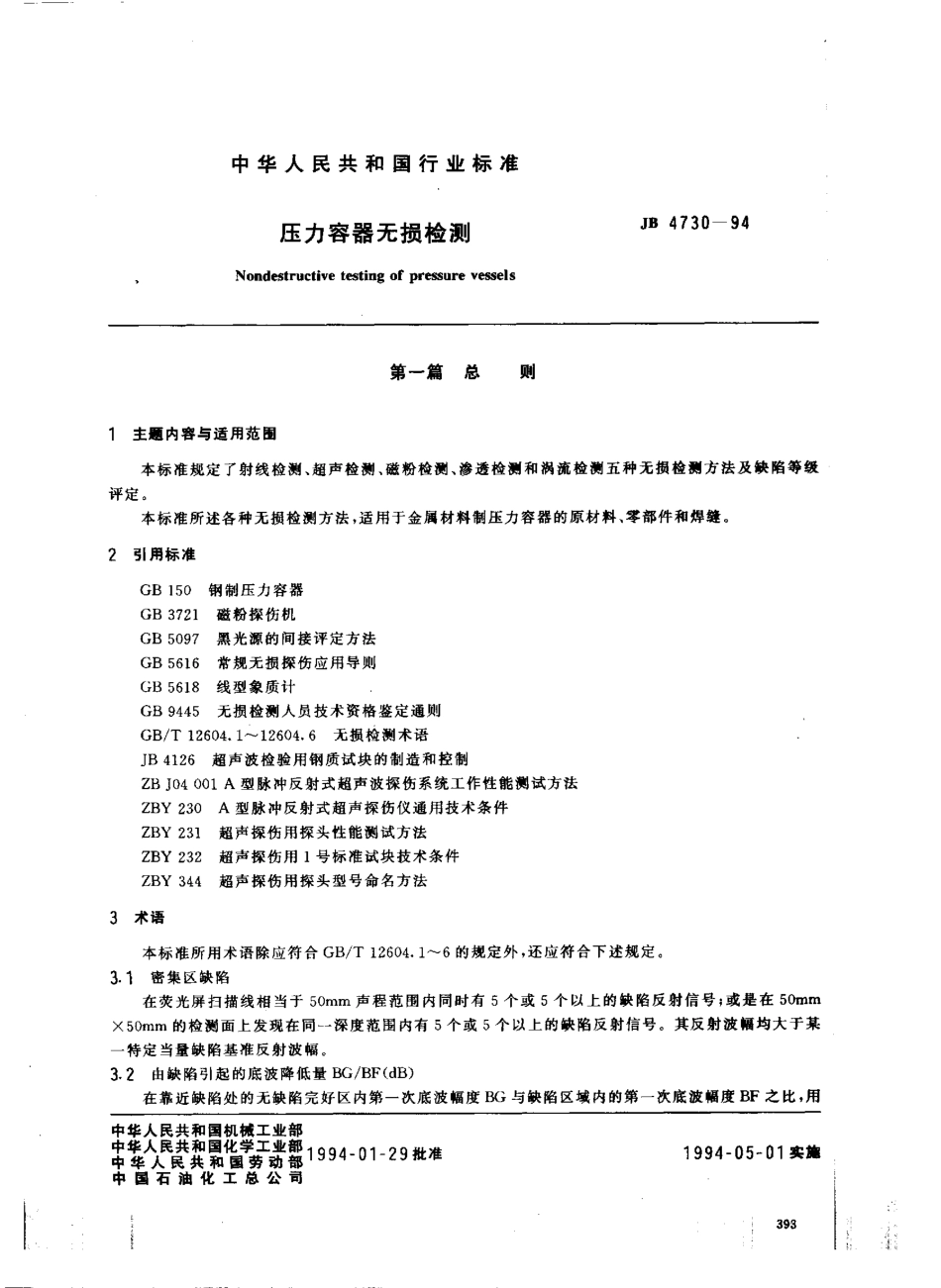
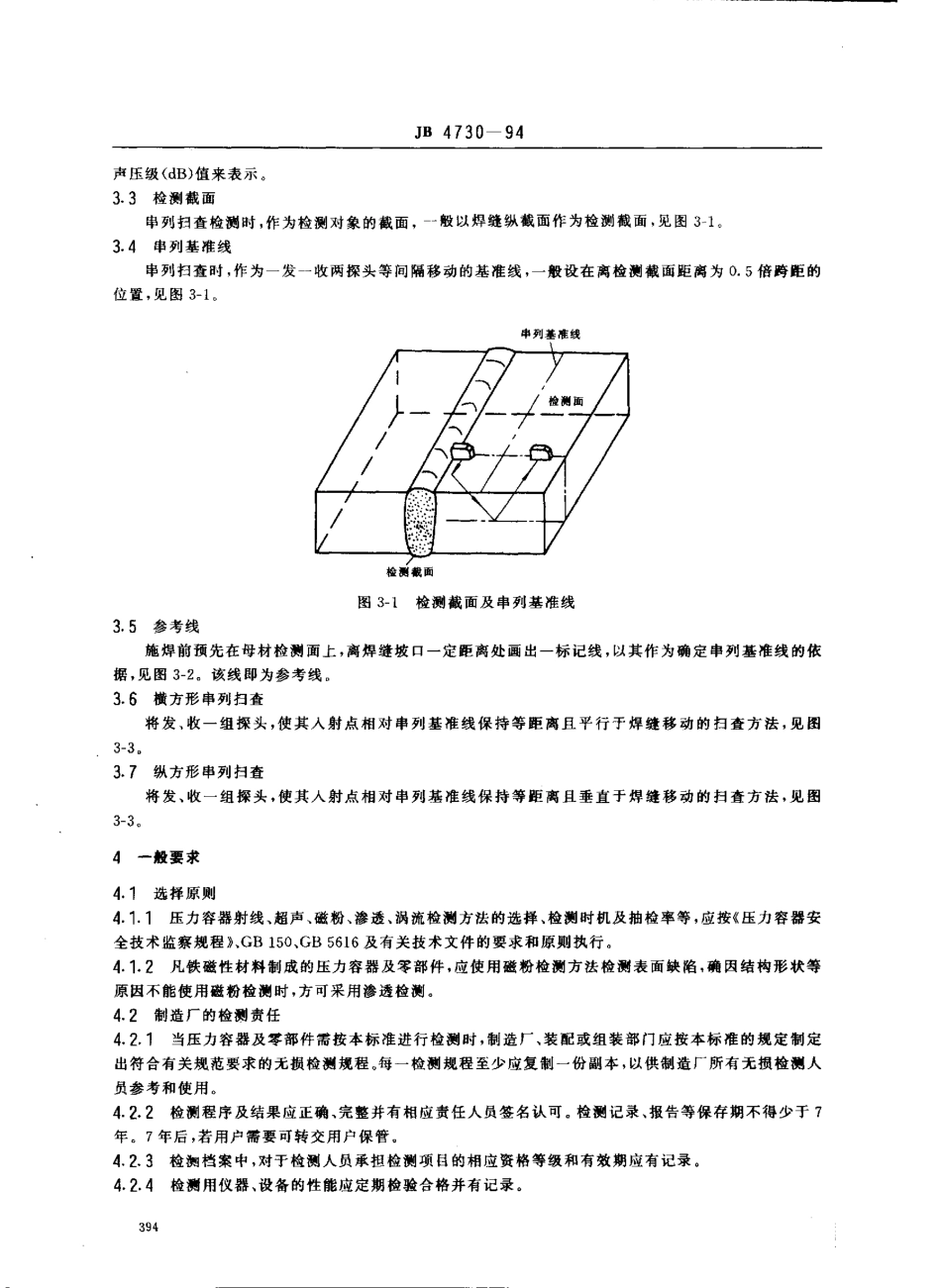
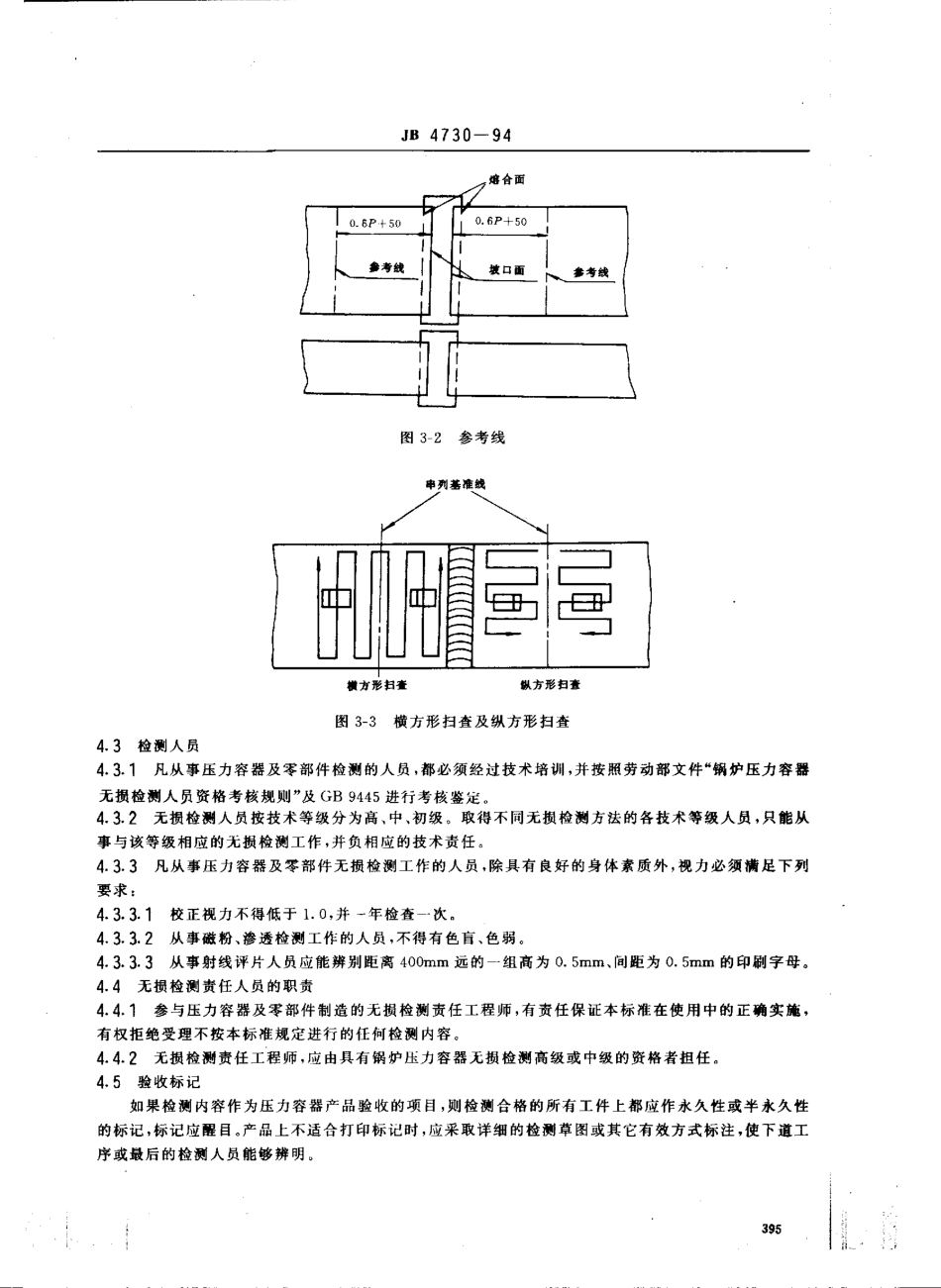
中华人民共和国行业标准压力容器无损检测A4730一94Nondestructivetestingofpressurevessels第一篇总则1主题内容与适用范围本标准规定了射线检侧、超声检测、磁粉检测、渗透检测和涡流检测五种无损检侧方法及缺陷等级评定。本标准所述各种无损检测方法,适用于金属材料制压力容器的原材料、零部件和焊缝。2引用标准GB150钢制压力容器GB3721磁粉探伤机GB5097黑光源的间接评定方法GB5616常规无损探伤应用导则GB5618线型象质计GB9445无损检测人员技术资格鉴定通则GB/T12604.112604.6无损检测术语JB4126超声波检验用钢质试块的制造和控制ZBJ04001A型脉冲反射式超声波探伤系统工作性能侧试方法ZBY230A型脉冲反射式超声探伤仪通用技术条件ZBY231超声探伤用探头性能测试方法ZBY232超声探伤用1号标准试块技术条件ZBY344韶声探伤用探头型号命名方法3术语本标准所用术语除应符合GB/T12604.1^-6的规定外,还应符合下述规定。3.飞密集区缺陷在荧光屏扫描线相当于50mm声程范围内同时有5个或5个以上的缺陷反射信号;或是在50mmX50mm的检测面上发现在同一深度范围内有5个或5个以上的缺陷反射信号。其反射波幅均大于某一特定当量缺陷基准反射波幅3.2由缺陷引起的底波降低量BG/BF(dB)在靠近缺陷处的无缺陷完好区内第一次底波幅度BG与缺陷区域内的第一次底波幅度BF之比,用中华人民共和国机械工业部中华人民共和国化学工业部中华人民共和国劳动部中国石油化工总公司1994一01一29批准1994一05一01实招3今3JB4730一94声压级(dB)值来表示。3.3检测截面申列扫查检测时,作为检测对象的截面,一般以焊缝纵截面作为检测截面,见图3-1,3.4串列基准线串列扫查时,作为一发一收两探头等间隔移动的基准线,一般设在离检测截面距离为0.5倍跨距的位置3.5,见图3一1申列基准线检侧截面图3-1检测截面及串列基准线参考线施焊前预先在母材检测面上,离焊缝坡口一定距离处画出一标记线,以其作为确定申列基准线的依据,见图3-2。该线即为参考线36横方形串列扫查将发、收一组探头,使其人射点相对串列基准线保持等距离且平行于焊缝移动的扫查方法,见图3-3.3.7纵方形申列扫查将发、收一组探头,使其人射点相对串列基准线保持等距离且垂直于焊缝移动的扫查方法,见图3-34一般要求4.,选择原则4.1.1压力容器射线、超声、磁粉、渗透、涡流检测方法的选择、检测时机及抽检率等,应按《压力容器安全技术监察规程),GB150,GB5616及有关技术文件的要求和原则执行。4.1.2凡铁磁性材料制成的压力容器...