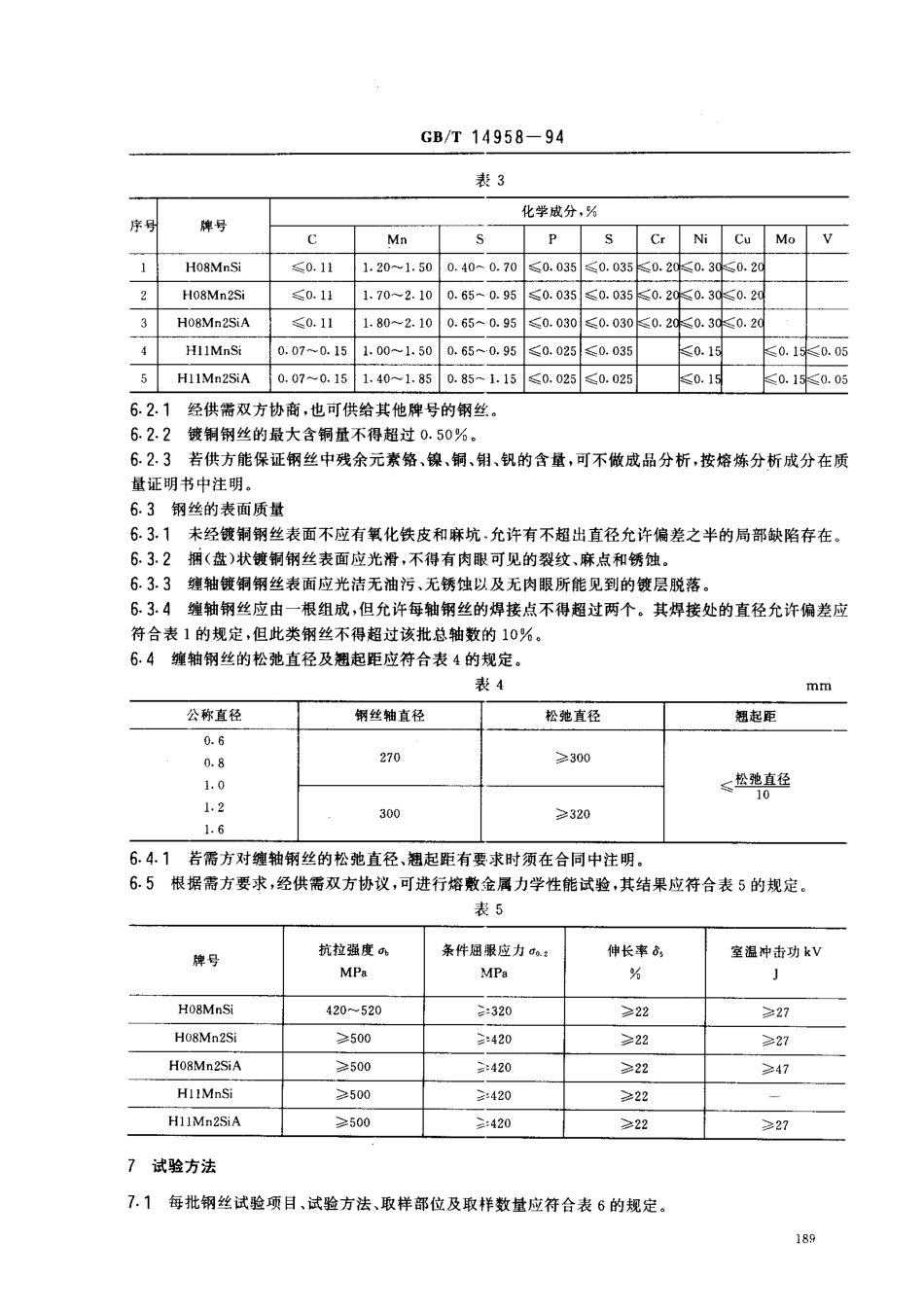
中华人民共和国国家标准GB/T14958一94气体保护焊用钢丝代替GB1300--77Steelwiresforgasshieldedwelding1主题内容与适应范围本标准规定了气体保护焊用钢丝(简称焊丝)的分类、代号、尺寸、外形、重量、技术要求、试验方法、检验规则、包装运输贮存标志及质量证明书等。本标准适应于低碳钢、低合金钢和合金钢用气体保护焊(COZ,COz+Oi,COi+Ar)冷拉钢丝。2弓}用标准GB222钢的化学分析用试样取样法及成品化学成分允许偏差GB223钢铁及合金化学分析GB2103钢丝验收、包装、标志及质量证明书的一般规定GB2650焊接接头冲击试验法GB2652焊缝(及堆焊)金属拉伸试验法GB/T3429焊接用钢盘条3术语31松弛直径—从钢丝轴上截取最外圈足够长的钢丝,无约束力地放在光滑平面上呈自然圈后,通过圈心到圈周之间距离的两倍。12翘起距—从钢丝轴上截取最外圈足够长的钢丝,无约束力地放在光滑平面上呈自然圈后,钢丝卜任何一点到光滑平面的距离。4分类及代号4.1按表面状态分为镀铜和未镀铜,镀铜代号为DT,4.2按交货状态分为捆(盘)状和缠轴,捆(盘)状代号为KZ,缠轴代号为CZ,5尺寸、外形、重t5.1尺寸及其允许偏差5.1.1钢丝直径及其允许偏差应符合表1的规定。国家技术监督局1994一06一13批准1995一01-01实施GB/T14958一94表1公称直径允许偏差普通精度较高精度0.6+0.01-0.05+0.-0.吕;0,81.01.21.6+0.01-0.09+0.01-0.04:.:+0.01-0.09+0.01一0.065门2钢丝的不圆度应不大于直径公差之半。5.1.3根据供需双方协议可供给中间尺寸的钢丝,其尺寸允许偏差按表1中相邻较大尺寸的规定值。5.1.4要求较高精度或其他精度的钢丝应于合同中注明。5.2外形5.2.1捆(盘)状钢丝应规整,不得散乱或呈“co”字形。5.2.2缠轴钢丝应紧密地缠绕在钢丝轴上,尾端应明显,易拆解。5.3重量5.11捆(盘)状钢丝内径和每捆(盘)钢丝重量应符合表2的规定。表2公称直径.mm钢丝捆(盘)内径不小二P,mm每捆(盘)钢丝重量不小于,kg:,:2504:.:300101.62.02.2300155.3.2每轴钢丝重量一般应为15^-20kg,根据供需双方协议,也可供给其他单轴重量的钢丝。5.4标记示例例1H08Mn2SiA直径1.2mm,捆(盘)状未镀铜气体保护焊用钢丝标记为:H08Mn2SiA-1.2-KZ-GB/T14958-941例2H08Mn2Si直径1.6mm,缠轴镀铜气体保护焊用钢丝标记为:H08Mn2Si-1.6-CZ-DTGB/T14958-9416技术要求6门制造钢丝用盘条应符合GB3429的规定。6.2钢丝的牌号及化学成分应符合表3的规定。GB/T14958一94表3序号牌号CMnS1H08MnSi镇0.111.20-1.500.40-2H08Mn2Si墓0.111.70-...