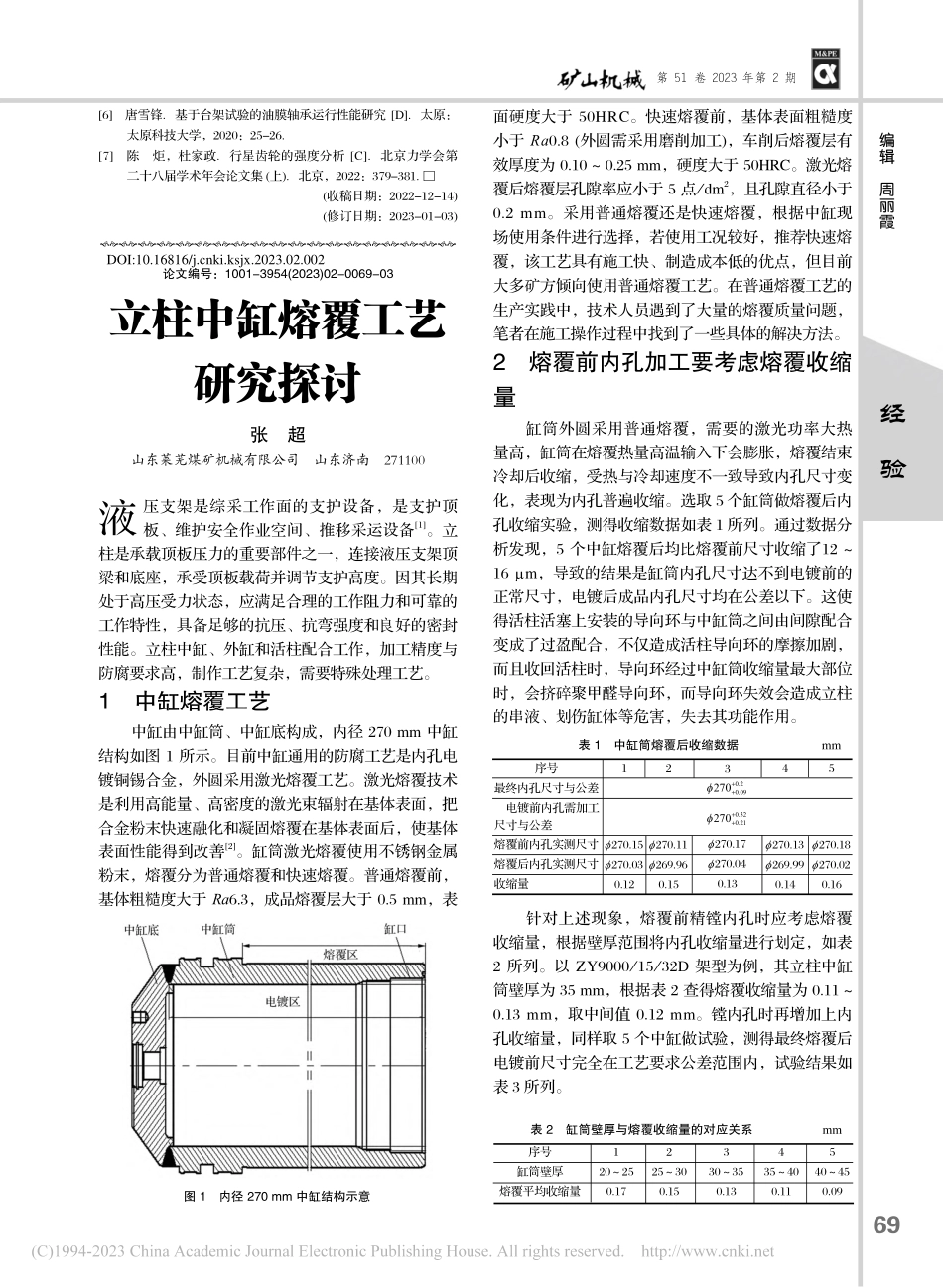
第51卷2023年第2期经验编辑周丽霞69■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■论文编号:1001-3954(2023)02-0069-03立柱中缸熔覆工艺研究探讨张超山东莱芜煤矿机械有限公司山东济南271100液压支架是综采工作面的支护设备,是支护顶板、维护安全作业空间、推移采运设备[1]。立柱是承载顶板压力的重要部件之一,连接液压支架顶梁和底座,承受顶板载荷并调节支护高度。因其长期处于高压受力状态,应满足合理的工作阻力和可靠的工作特性,具备足够的抗压、抗弯强度和良好的密封性能。立柱中缸、外缸和活柱配合工作,加工精度与防腐要求高,制作工艺复杂,需要特殊处理工艺。1中缸熔覆工艺中缸由中缸筒、中缸底构成,内径270mm中缸结构如图1所示。目前中缸通用的防腐工艺是内孔电镀铜锡合金,外圆采用激光熔覆工艺。激光熔覆技术是利用高能量、高密度的激光束辐射在基体表面,把合金粉末快速融化和凝固熔覆在基体表面后,使基体表面性能得到改善[2]。缸筒激光熔覆使用不锈钢金属粉末,熔覆分为普通熔覆和快速熔覆。普通熔覆前,基体粗糙度大于Ra6.3,成品熔覆层大于0.5mm,表面硬度大于50HRC。快速熔覆前,基体表面粗糙度小于Ra0.8(外圆需采用磨削加工),车削后熔覆层有效厚度为0.10~0.25mm,硬度大于50HRC。激光熔覆后熔覆层孔隙率应小于5点/dm2,且孔隙直径小于0.2mm。采用普通熔覆还是快速熔覆,根据中缸现场使用条件进行选择,若使用工况较好,推荐快速熔覆,该工艺具有施工快、制造成本低的优点,但目前大多矿方倾向使用普通熔覆工艺。在普通熔覆工艺的生产实践中,技术人员遇到了大量的熔覆质量问题,笔者在施工操作过程中找到了一些具体的解决方法。2熔覆前内孔加工要考虑熔覆收缩量缸筒外圆采用普通熔覆,需要的激光功率大热量高,缸筒在熔覆热量高温输入下会膨胀,熔覆结束冷却后收缩,受热与冷却速度不一致导致内孔尺寸变化,表现为内孔普遍收缩。选取5个缸筒做熔覆后内孔收缩实验,测得收缩数据如表1所列。通过数据分析发现,5个中缸熔覆后均比熔覆前尺寸收缩了12~16µm,导致的结果是缸筒内孔尺寸达不到电镀前的正常尺寸,电镀后成品内孔尺寸均在公差以下。这使得活柱活塞上安装的导向环与中缸筒之间由间隙配合变成了过盈配合,不仅造成活柱导向环的摩擦加剧,而且收回活柱时,导向环经过中缸筒收缩量最大部位时,会挤碎聚甲醛导向环,而导向环失效会造成立柱的串液、划伤缸体等危害,失去其功能作用。...