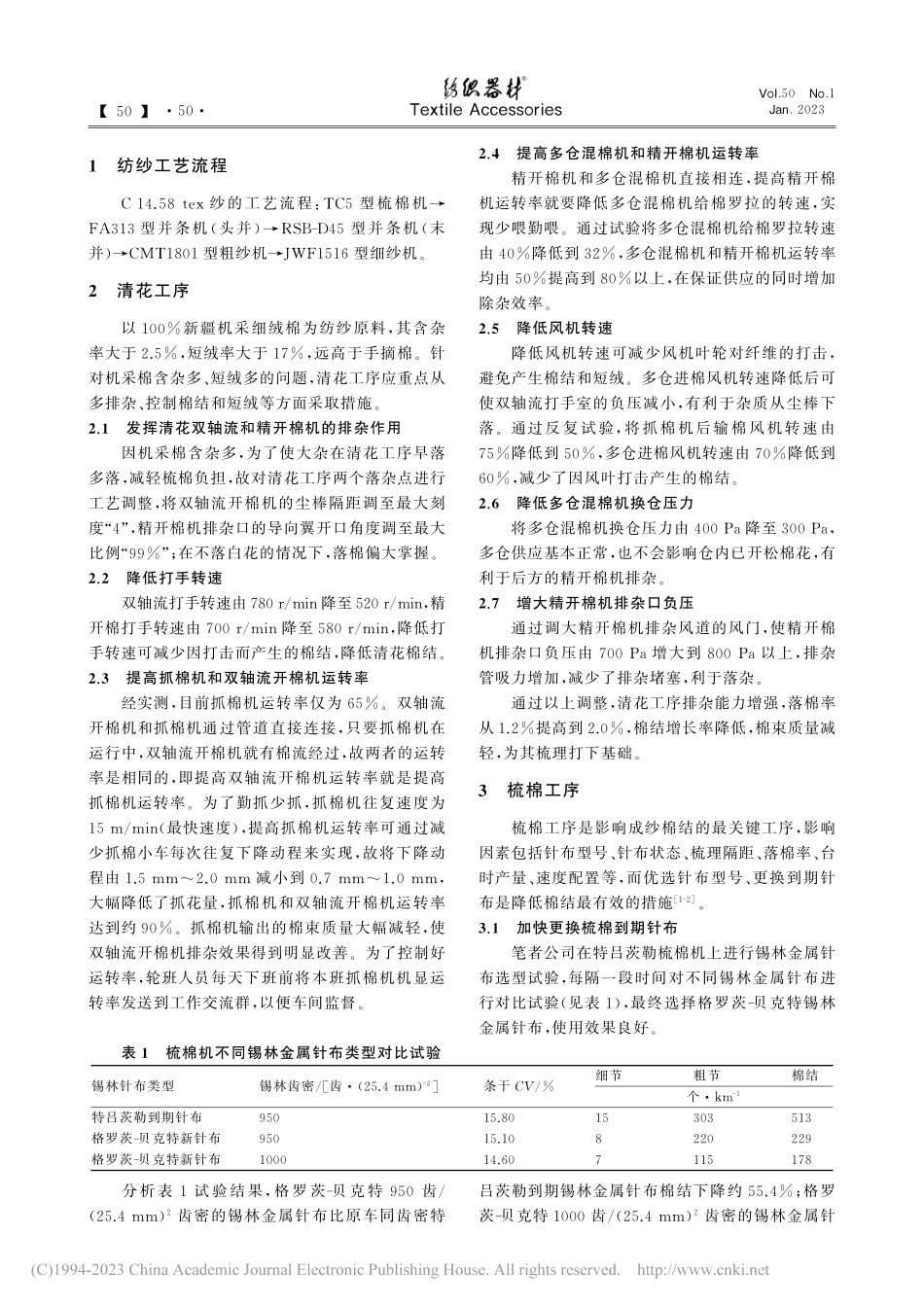
降低C14.58tex纱千米棉结的生产实践金波(咸阳纺织集团有限公司一分厂,陕西咸阳713100)摘要:针对C14.58tex纱棉结多的问题,从工艺控制方面阐述在纺纱全流程开展技术攻关的实践,即:提高清花工序运转率、多排杂、降低风机转速、减少打击;优选梳棉针布、加大负压;合理配置并条牵伸倍数;细纱工序使用加长上销并调整其前冲量、粗纱捻系数和细纱钳口隔距等。指出:技术攻关后,C14.58tex纱成纱千米棉结由约400个降到200个以下,且成纱条干、细节、粗节改善明显,后纺工序断头减少、效率提高,布面风格好。关键词:棉结;运转率;负压;后固定盖板;牵伸倍数;加长上销中图分类号:TS101.91+4文献标志码:B文章编号:1001-9634(2023)01-0049-04ProductionPracticeofReducingNepsofC14.58texYarnJINBo(TheFirstBranchofXianyangTextileGroupCo.,Ltd.,Xianyang713100,China)Abstract:InviewoftheproblemofC14.58texyarnwithalotofneps,thepracticeoftechnicalresearchinthewholeprocessofspinningisdescribedfromtheaspectofprocesscontrol,thatis,improvingtheoperationrateofblowingprocess,excludingimpuritiesasmuchaspossible,reducingthespeedofthefanandreducingtheblow;optimizingcottoncardclothing,andin-creasingnegativepressure;reasonableconfigurationofthedraftingmultipleindrawing;inthespinningprocess,extendedtopcradleisadopted,anditsfrontimpactpower,rovingtwistcoeffi-cientandthegaugeoftheyarnjawsareadjusted.Itispointedoutt...