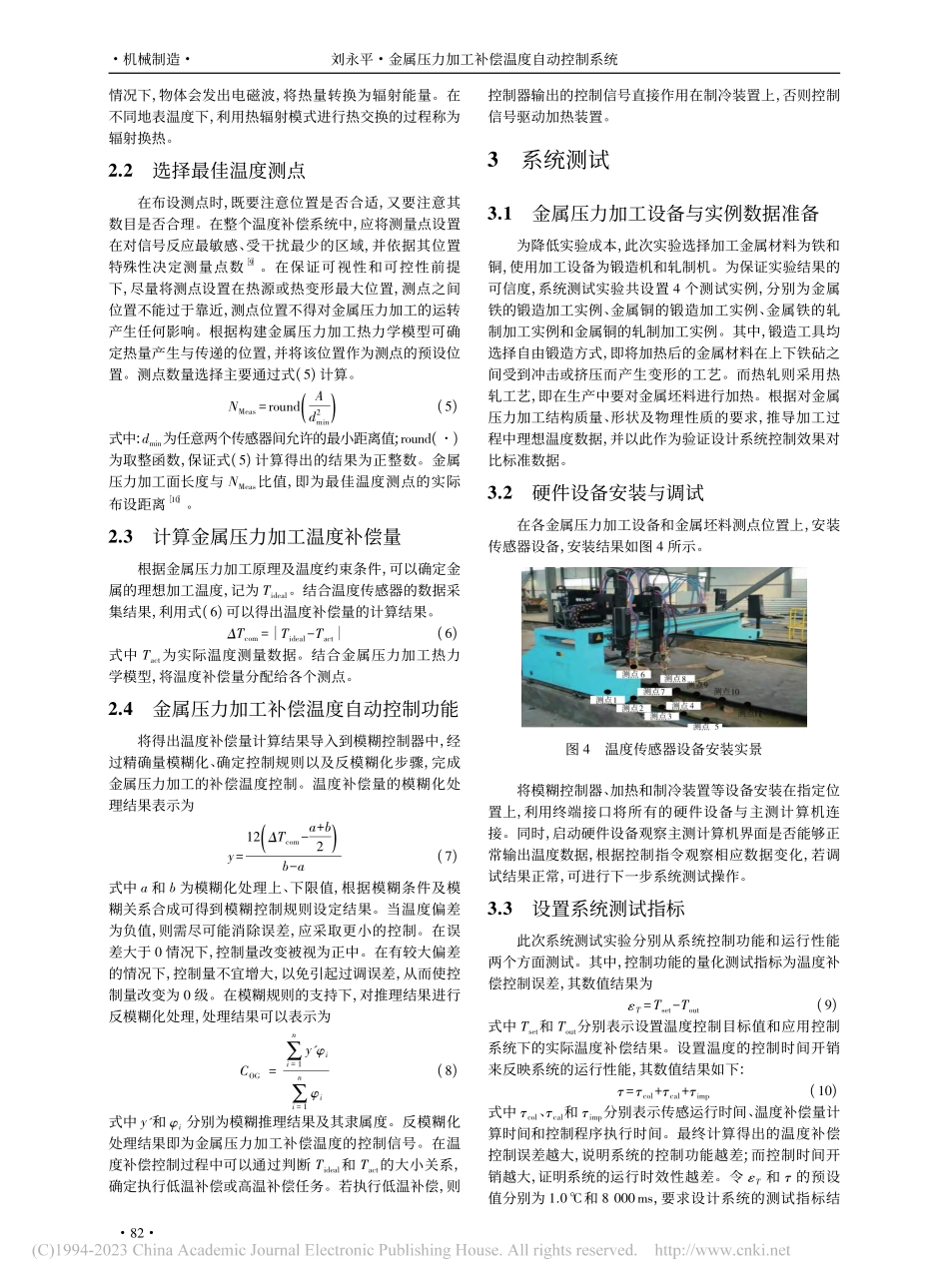
·机械制造·刘永平·金属压力加工补偿温度自动控制系统作者简介:刘永平(1974—),男,河南尉氏人,高级工程师,硕士,研究方向为机械工程。DOI:10.19344/j.cnki.issn1671-5276.2023.01.019金属压力加工补偿温度自动控制系统刘永平(宁夏东方钽业股份有限公司,宁夏石嘴山753000)摘要:为提高金属压力加工质量,解决现有温度控制系统存在控制性能差的问题,设计金属压力加工补偿温度自动控制系统。改装温度传感器、补偿温度模糊控制器、加热与制冷装置,利用系统电路将改装硬件与原硬件连接,完成硬件设计。根据金属压力加工原理,构建金属压力加工热力学模型,选择最佳温度测点;利用温度传感器设备自动采集各测点实时温度,计算金属压力加工温度补偿量。在模糊控制器支持下,实现金属压力加工补偿温度自动控制。实验结果表明:设计系统温度控制误差低于1.0℃,运行时间开销低于8000ms。关键词:金属加工;加工压力;温度补偿;温度自动控制中图分类号:TG806文献标志码:B文章编号:1671-5276(2023)01-0080-04AutomaticTemperatureControlSystemforMetalPressureMachiningCompensationLIUYongping(NingxiaOrientTantalumIndustryCo.,Ltd.,Shizuishan753000,China)Abstract:Inordertoimprovethequalityofmetalpressuremachiningandsolvetheproblemofpoorcontrolperformanceoftheexistingtemperaturecontrolsystem,anautomatictemperaturecontrolsystemformetalpressuremachiningcompensationisdesigned.Thetemperaturesensor,compensationtemperaturefuzzycontrollerandheatingandcoolingdevicesarerefitted,andthesystemcircuitisappliedtoconnecttherefittedhardwarewiththeoriginalonetocompletethehardwaredesign.Accordingtotheprincipleofmetalpressuremachining,thethermodynamicmodelofmetalpressuremachiningisconstructed,andthebesttemperaturemeasuringpointisselected.Thetemperaturesensorequipmentisusedtoautomaticallycollectthereal-timetemperatureofeachmeasuringpointandcalculatethemetalpressureprocessingtemperaturecompensation.Withthesupportoffuzzycontroller,theautomaticcontrolofmetalpressuremachiningcompensationtemperatureisrealized.Theexperimentalresultsshowthatthetemperaturecontrolerrorofthedesignedsystemislessthan1.0℃andtherunningtimeoverheadislessthan8000ms.Keywords:meta...