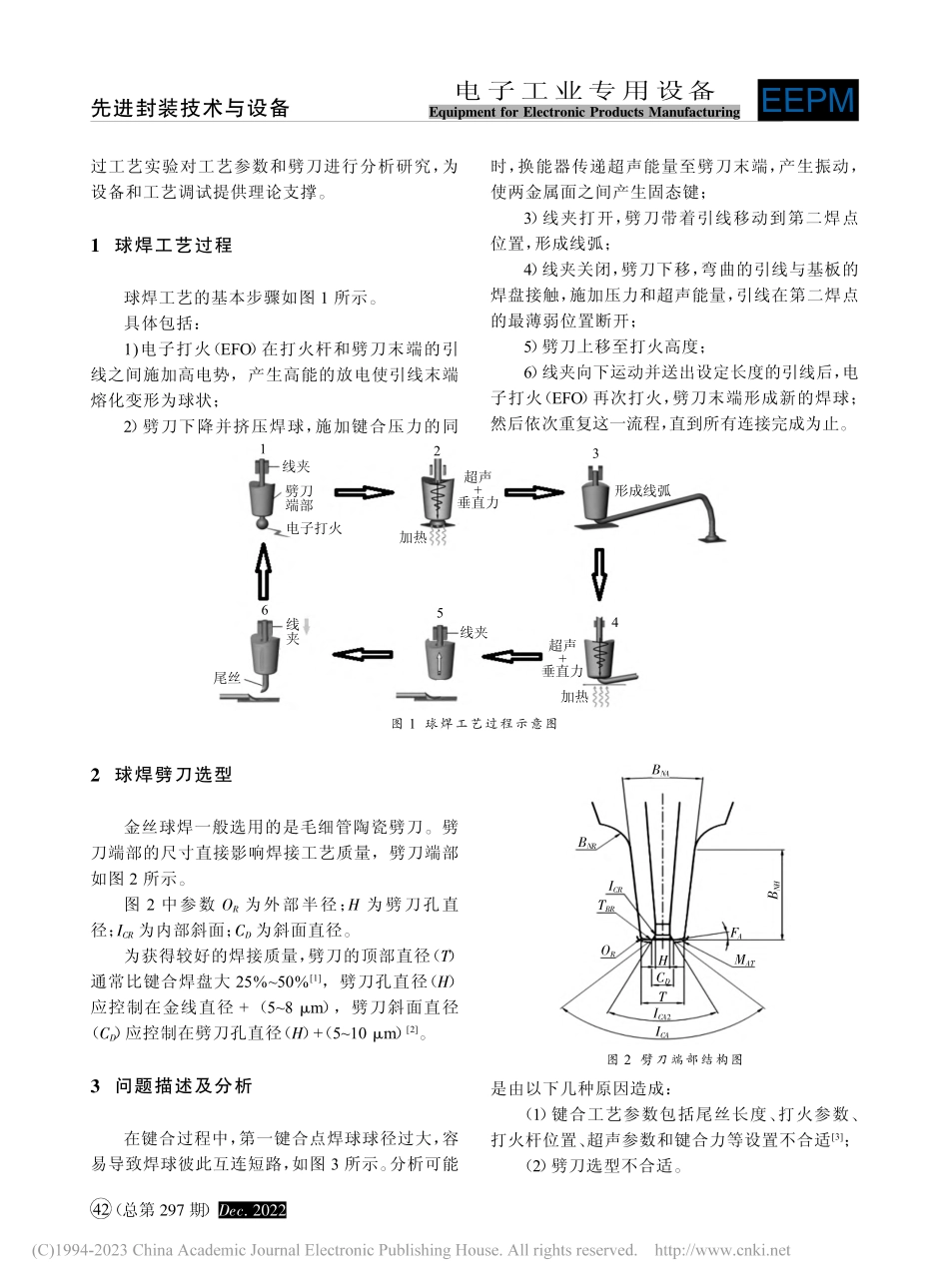
(总第297期)电子工业专用设备EquipmentforElectronicProductsManufacturingEEPMDec.2022收稿日期:2022-12-12金丝球焊球径控制工艺分析张永聪,霍灼琴,张良辰,靳宇婷,郝艳鹏,马生生,赵喜清(中国电子科技集团公司第二研究所,山西太原030024)摘要:针对键合过程中焊球球径过大进行原因分析,即键合工艺参数不当和劈刀型号不对等。经过实验验证,劈刀端内部斜面角度过大造成上述问题,解决该问题的方法是选择劈刀端内部斜面角度为90°的劈刀。这种劈刀可以满足小焊球及细间距的键合需求。关键词:斜面角度;劈刀;焊球中图分类号:TN405.96文献标志码:B文章编号:1004-4507(2022)06-0041-03AnalysisofBallDiameterControlTechnologyforGoldWireBallWeldingZHANGYongcong,HUOZhuoqin,ZHANGLiangchen,JINYuting,HAOYanpeng,MAShengshen,ZHAOXiqing(The2ndResearchInstituteofCETC,Taiyuan030024,China)Abstract:Thereasonsforthelargediameteroftheweldingballinthebondingprocessareanalyzed,thatis,theimproperbondingprocessparametersandthetypeofthesplittingtoolarenotequal.Throughexperiments,itisprovedthattheinternalbevelAngleofthesplitendistoolargetocausetheaboveproblems.ThemethodtosolvethisproblemistochoosethesplitswhoseinternalbevelAngleis90°.Thistypeofsplittingtoolcanmeetthebondingrequirementsofsmallweldingballandfinespacing.Keywords:BevelAngle;Splittingtool;Weldingball为了实现芯片与外界的通信,需要将芯片与基板进行电气互连。热超声引线键合借助于超声能量、压力以及加热的相互作用,用金属细丝将半导体芯片焊区与微电子封装的输入/输出(I/O)引线或基板上的金属布线焊区连接起来,实现电气互连。热超声引线键合是芯片封装的关键步骤,也是目前应用最为广泛的内芯片互连工艺,绝大多数集成电路使用引线键合实现互连。球焊作为引线键合的工艺之一,也是目前半导体器件芯片封装工艺中最具代表性的焊接技术[1]。本文以RSH-101B手动键合机为对象,针对工艺过程中第一键合点焊球球径过大的问题,通先进封装技术与设备41(总第297期)电子工业专用设备EquipmentforElectronicProductsManufacturingEEPMDec.2022过工艺实验对工艺参数和劈刀进行分析研究,为设备和工艺调试提供理论支撑。1球焊工艺过程球焊工艺的基本步骤如图1所示。具体包括:1)电子打火(EFO)在打火杆和劈刀末端的引线之...