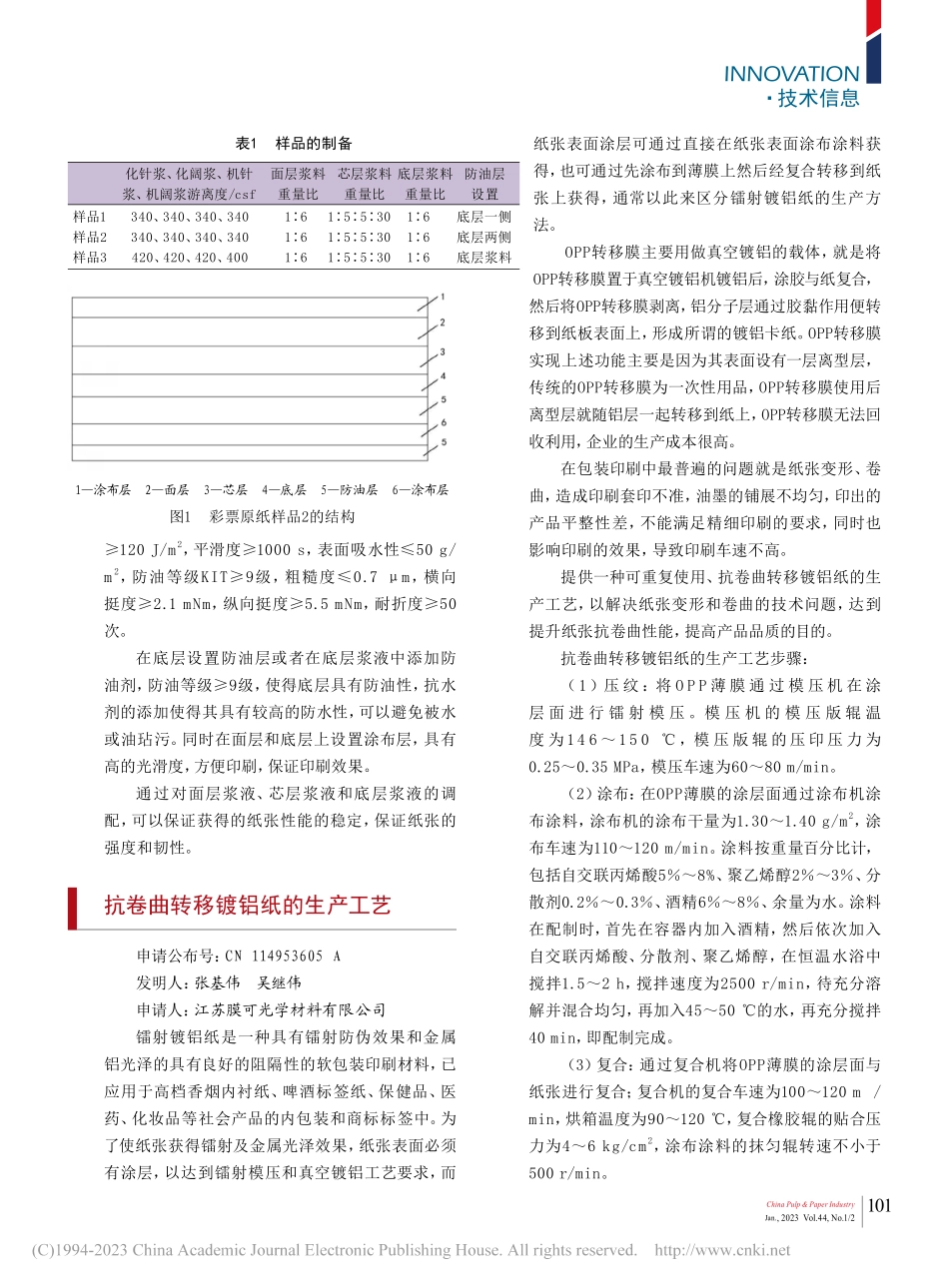
≥120J/m2,平滑度≥1000s,表面吸水性≤50g/m2,防油等级KIT≥9级,粗糙度≤0.7μm,横向挺度≥2.1mNm,纵向挺度≥5.5mNm,耐折度≥50次。在底层设置防油层或者在底层浆液中添加防油剂,防油等级≥9级,使得底层具有防油性,抗水剂的添加使得其具有较高的防水性,可以避免被水或油玷污。同时在面层和底层上设置涂布层,具有高的光滑度,方便印刷,保证印刷效果。通过对面层浆液、芯层浆液和底层浆液的调配,可以保证获得的纸张性能的稳定,保证纸张的强度和韧性。抗卷曲转移镀铝纸的生产工艺申请公布号:CN114953605A发明人:张基伟吴继伟申请人:江苏膜可光学材料有限公司镭射镀铝纸是一种具有镭射防伪效果和金属铝光泽的具有良好的阻隔性的软包装印刷材料,已应用于高档香烟内衬纸、啤酒标签纸、保健品、医药、化妆品等社会产品的内包装和商标标签中。为了使纸张获得镭射及金属光泽效果,纸张表面必须有涂层,以达到镭射模压和真空镀铝工艺要求,而纸张表面涂层可通过直接在纸张表面涂布涂料获得,也可通过先涂布到薄膜上然后经复合转移到纸张上获得,通常以此来区分镭射镀铝纸的生产方法。OPP转移膜主要用做真空镀铝的载体,就是将OPP转移膜置于真空镀铝机镀铝后,涂胶与纸复合,然后将OPP转移膜剥离,铝分子层通过胶黏作用便转移到纸板表面上,形成所谓的镀铝卡纸。OPP转移膜实现上述功能主要是因为其表面设有一层离型层,传统的OPP转移膜为一次性用品,OPP转移膜使用后离型层就随铝层一起转移到纸上,OPP转移膜无法回收利用,企业的生产成本很高。在包装印刷中最普遍的问题就是纸张变形、卷曲,造成印刷套印不准,油墨的铺展不均匀,印出的产品平整性差,不能满足精细印刷的要求,同时也影响印刷的效果,导致印刷车速不高。提供一种可重复使用、抗卷曲转移镀铝纸的生产工艺,以解决纸张变形和卷曲的技术问题,达到提升纸张抗卷曲性能,提高产品品质的目的。抗卷曲转移镀铝纸的生产工艺步骤:(1)压纹:将OPP薄膜通过模压机在涂层面进行镭射模压。模压机的模压版辊温度为146~150℃,模压版辊的压印压力为0.25~0.35MPa,模压车速为60~80m/min。(2)涂布:在OPP薄膜的涂层面通过涂布机涂布涂料,涂布机的涂布干量为1.30~1.40g/m2,涂布车速为110~120m/min。涂料按重量百分比计,包括自交联丙烯酸5%~8%、聚乙烯醇2%~3%、分散剂0.2%~0.3%、酒精6%~8%、余量为水。涂料在配制时,首先在容器内加入酒精,然后依次加入自交联丙烯酸...