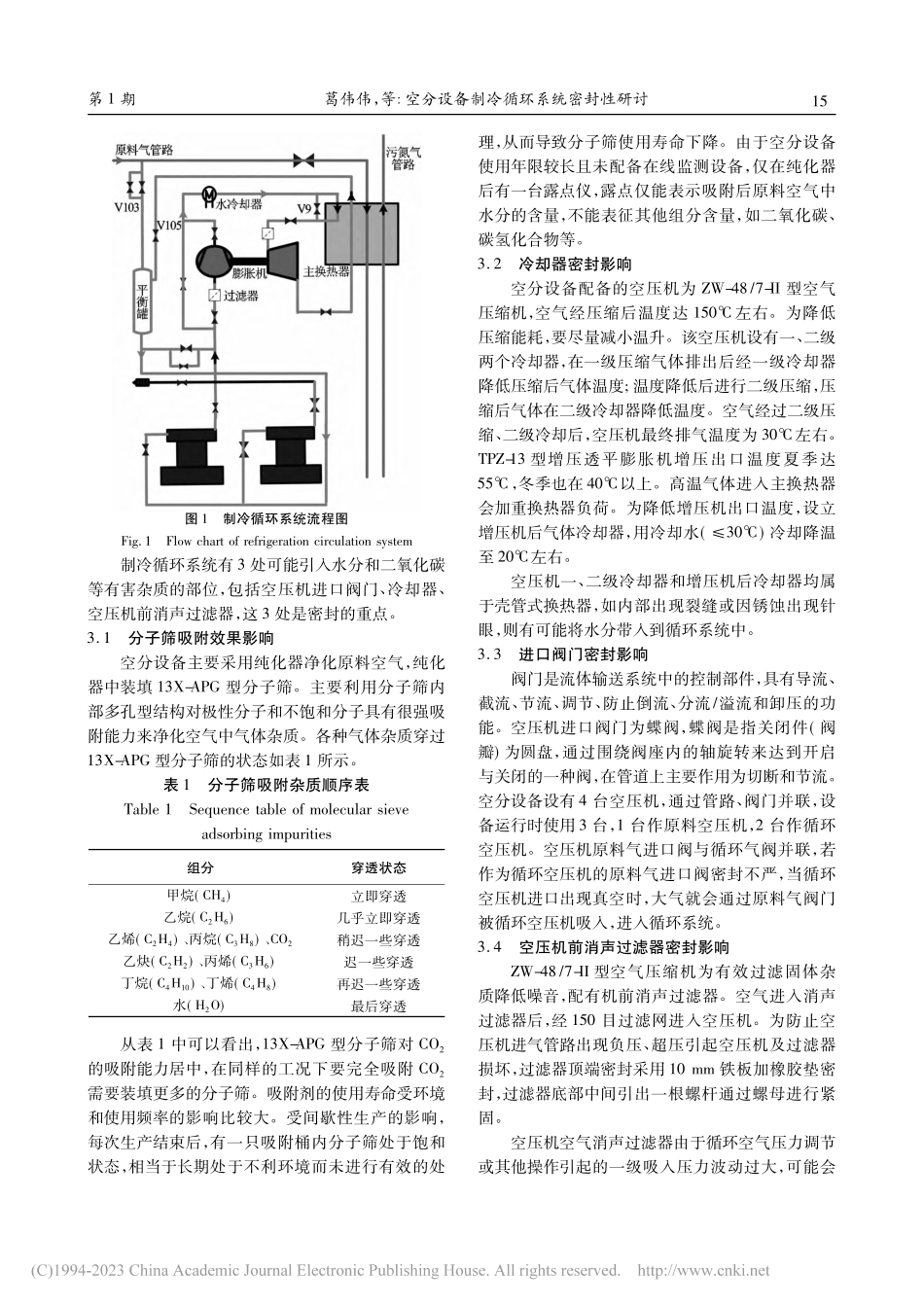
收稿日期:2022-08-02空分设备制冷循环系统密封性研讨葛伟伟,庄正杰,程晓城,王钊,张志成,李晨旺(酒泉卫星发射中心,甘肃酒泉732750)摘要:对空分设备制冷循环系统空压机进气阀门、冷却器、消声过滤器密封进行分析,定位主换热器堵塞原因,制定预防、改进措施,保证设备安全稳定运行。关键词:空分设备;制冷循环;循环气;密封;检测中图分类号:TB657文献标志码:A文章编号:1007-7804(2023)01-0014-04doi:10.3969/j.issn.1007-7804.2023.01.005StudyonAirtightnessofRefrigerationCirculationSysteminAirSeparationUnitGEWeiwei,ZHUANGZhengjie,CHENGXiaocheng,WANGZhao,ZHANGZhicheng,LIChenwang(JiuquanSatelliteLaunchCenter,Jiuquan732750,China)Abstract:Thispaperanalyzesthesealofaircompressorinletvalve,coolerandmufflerfilterinrefrigerationcyclesystemofairseparationunit,locatestheblockingreasonofmainheatexchanger,andformulatespreventiveandimprovementmeas-urestoensurethesafeandstableoperationoftheequipment.Keywords:airseparationunit;refrigerationcirculationsystem;circulatinggas;sealing;detection1前言目前我国生产液氧、液氮的方法以深冷分离空气法为主,其基本原理是依据氧氮沸点的差异实现临界分离[1]。该方法使用的设备工艺流程采用带有增压透平膨胀机的低压制冷循环系统提供冷量,从而得到所需的液氧、液氮产品[2]。制冷循环系统为该套设备提供90%的所需冷量,其运行状况对整套空分设备的正常生产起着至关重要的作用。2制冷循环系统简介空分设备以空气为原料,通过压缩、净化、加温、换热、制冷、精馏使空气低温液化后,利用氧氮沸点的不同实现氧氮分离,从而达到产品分离的目的。冷却原料空气的冷量由制冷循环系统提供,从分子筛吸附筒出来的干燥空气经补气阀进入制冷循环回路,由两台活塞式空压机从空气缓冲罐中吸入,排出后经增压前过滤器进入增压机增压,出增压机后经增压后冷却器进入冷箱,在主换热器中被返流气体冷却后温度达-136℃左右,进入透平膨胀机,膨胀后的低温气体温度降至-185℃左右,作为返流气体在主换热器中冷却各股正流气体,膨胀空气在换热器热端被复热后出冷箱进入空气缓冲罐,再由循环空压机压缩提高压力进行持续循环。在循环过程中,损耗的气体从原料气管路进行补充,所以空分设备制冷循环系统气路是闭合运行的。3制冷系统密封分析制冷循环系统气路是闭合运行的,经...