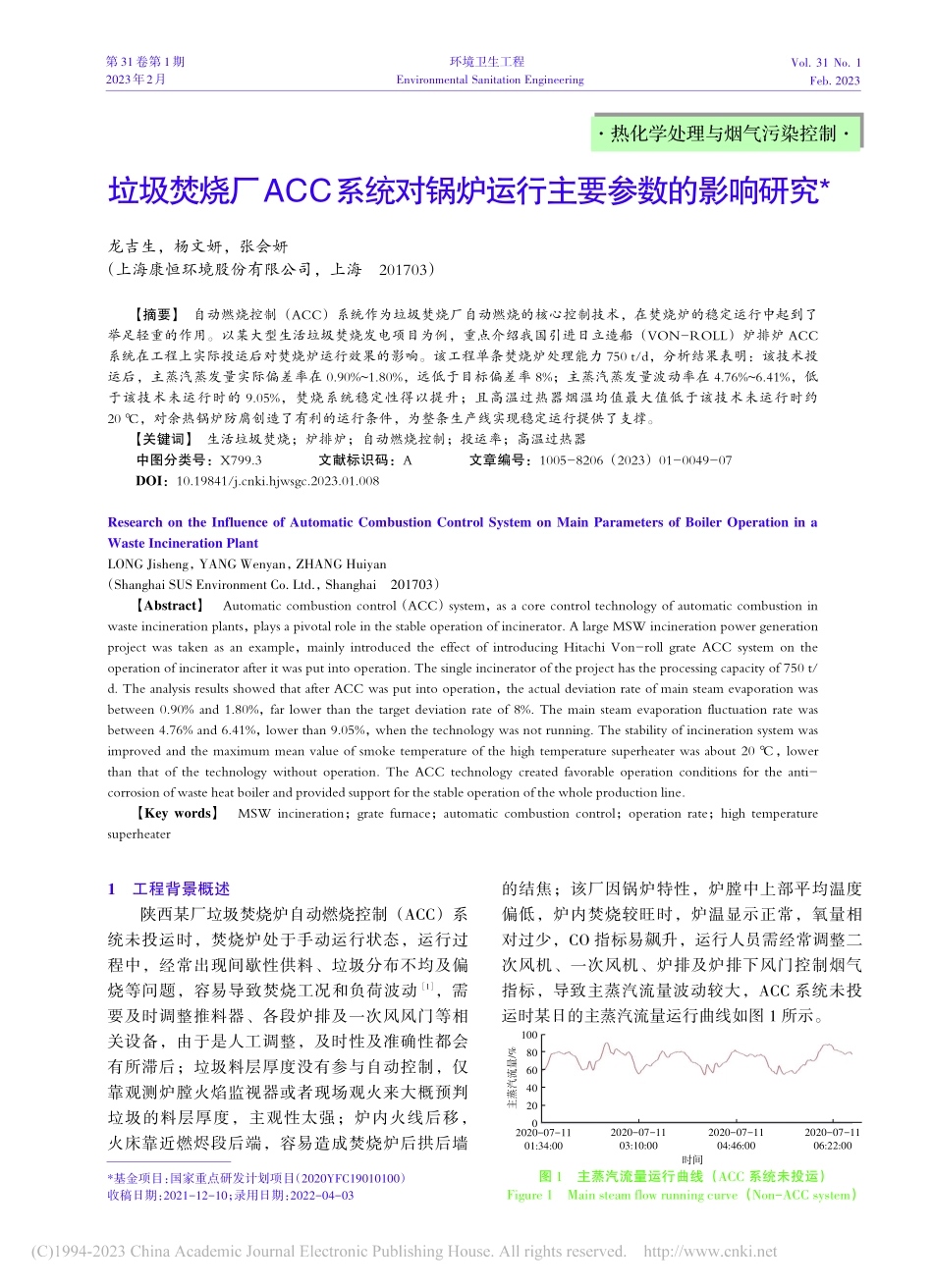
垃圾焚烧厂ACC系统对锅炉运行主要参数的影响研究*龙吉生,杨文妍,张会妍(上海康恒环境股份有限公司,上海201703)【摘要】自动燃烧控制(ACC)系统作为垃圾焚烧厂自动燃烧的核心控制技术,在焚烧炉的稳定运行中起到了举足轻重的作用。以某大型生活垃圾焚烧发电项目为例,重点介绍我国引进日立造船(VON-ROLL)炉排炉ACC系统在工程上实际投运后对焚烧炉运行效果的影响。该工程单条焚烧炉处理能力750t/d,分析结果表明:该技术投运后,主蒸汽蒸发量实际偏差率在0.90%~1.80%,远低于目标偏差率8%;主蒸汽蒸发量波动率在4.76%~6.41%,低于该技术未运行时的9.05%,焚烧系统稳定性得以提升;且高温过热器烟温均值最大值低于该技术未运行时约20℃,对余热锅炉防腐创造了有利的运行条件,为整条生产线实现稳定运行提供了支撑。【关键词】生活垃圾焚烧;炉排炉;自动燃烧控制;投运率;高温过热器中图分类号:X799.3文献标识码:A文章编号:1005-8206(2023)01-0049-07DOI:10.19841/j.cnki.hjwsgc.2023.01.008ResearchontheInfluenceofAutomaticCombustionControlSystemonMainParametersofBoilerOperationinaWasteIncinerationPlantLONGJisheng,YANGWenyan,ZHANGHuiyan(ShanghaiSUSEnvironmentCo.Ltd.,Shanghai201703)【Abstract】Automaticcombustioncontrol(ACC)system,asacorecontroltechnologyofautomaticcombustioninwasteincinerationplants,playsapivotalroleinthestableoperationofincinerator.AlargeMSWincinerationpowergenerationprojectwastakenasanexample,mainlyintroducedtheeffectofintroducingHitachiVon-rollgrateACCsystemontheoperationofincineratorafteritwasputintooperation.Thesingleincineratoroftheprojecthastheprocessingcapacityof750t/d.TheanalysisresultsshowedthatafterACCwasputintooperation,theactualdeviationrateofmainsteamevaporationwasbetween0.90%and1.80%,farlowerthanthetargetdeviationrateof8%.Themainsteamevaporationfluctuationratewasbetween4.76%and6.41%,lowerthan9.05%,whenthetechnologywasnotrunning.Thestabilityofincinerationsystemwasimprovedandthemaximummeanvalueofsmoketemperatureofthehightemperaturesuperheaterwasabout20℃,lowerthanthatofthetechnologywithoutoperation.TheACCtechnologycreatedfavorableoperationconditionsfortheanti-corrosionofwasteheatbo...