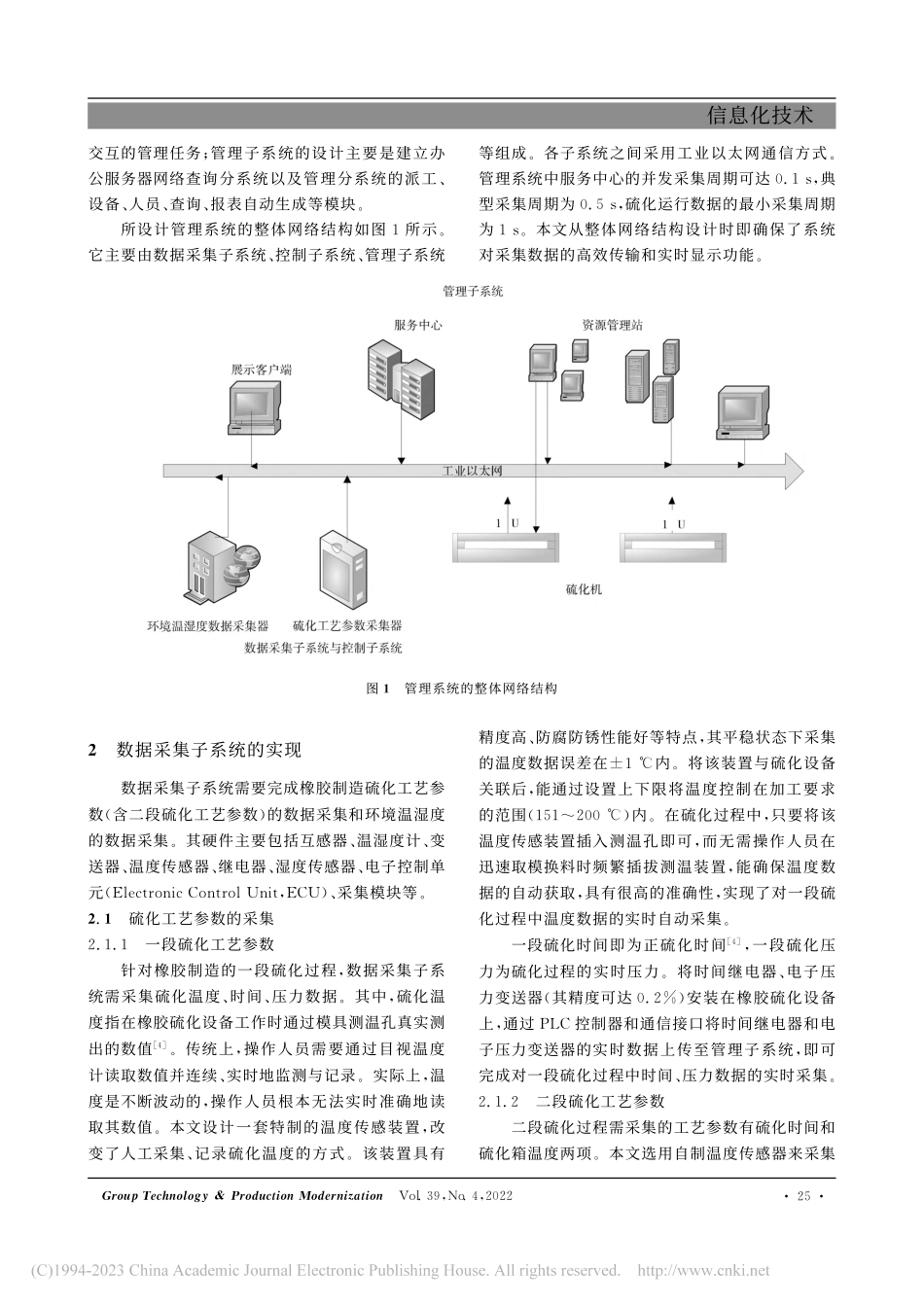
信息化技术《成组技术与生产现代化》2022年第39卷第4期收稿日期:2022-05-22作者简介:高雪(1984—),女,辽宁大连人,硕士,高级工程师,研究方向为数字化车间的建设与应用。文章编号:1006-3269(2022)04-0024-06基于数字化车间的橡胶硫化制造管理系统的实现高雪,孟庆国,李志新,王泽亮(大连长丰实业总公司机械加工车间,辽宁大连116033)摘要:针对橡胶制造硫化过程中温度波动对硫化时间的不良影响,以及人工填写纸质表单记录过程数据方式存在的工作量大、资源浪费、易产生人为差错等问题,通过开发数字化车间橡胶硫化制造管理系统,应用可编程控制技术、人机交互技术、数据自动采集技术,建立了管理系统的各子系统和模块。利用工控机、触摸屏、传感装置等获取了橡胶硫化过程的相关参数。采用人工智能、比例积分微分(Proportional,Integral,Derivative,简称PID)调节算法和可编程逻辑控制器(ProgrammableLogicController,简称PLC)对硫化温度、时间、压力进行精确调控,并通过工业以太网与工控机的通信,实现橡胶制造过程中硫化数据的自动采集和记录,形成无纸化管理模式,减少无效作业时间,降低人为差错的概率,使质量数据记录效率提升了约60倍,橡胶制造硫化过程的温度和时间得到了有效控制。关键词:数字化车间;橡胶制造;管理系统;自动采集;无纸化办公中图分类号:TP27文献标识码:Adoi:10.3969/j.issn.1006-3269.2022.04.004随着市场的变化,橡胶制造企业的战略计划会发生变化,在不断增加橡胶产品数量的同时,更加关注产品质量和生产效率,以便提升企业的竞争力,在激烈的市场竞争中站稳脚跟[1]。作为橡胶制造过程的关键环节,硫化是橡胶生产加工的最后一道工序,其温度、时间和压力直接决定着橡胶硫化的质量[2]。橡胶制造企业通常采用传统方式控制硫化过程,手工控制硫化时间、测量硫化温度,且是在假定模具内温度恒定的条件下设定工艺参数的。受企业内部现有平板硫化机性能(如加热板传热效率)和现场环境的影响,操作人员需按个人经验判断硫化时间。判断误差的过大,常常会导致橡胶产品欠硫化或过硫化现象的发生[3],而这两者均会影响成品质量,造成原料的浪费。橡胶制造企业目前采用的人工填写纸质表单记录过程数据方式,存在劳动强度...