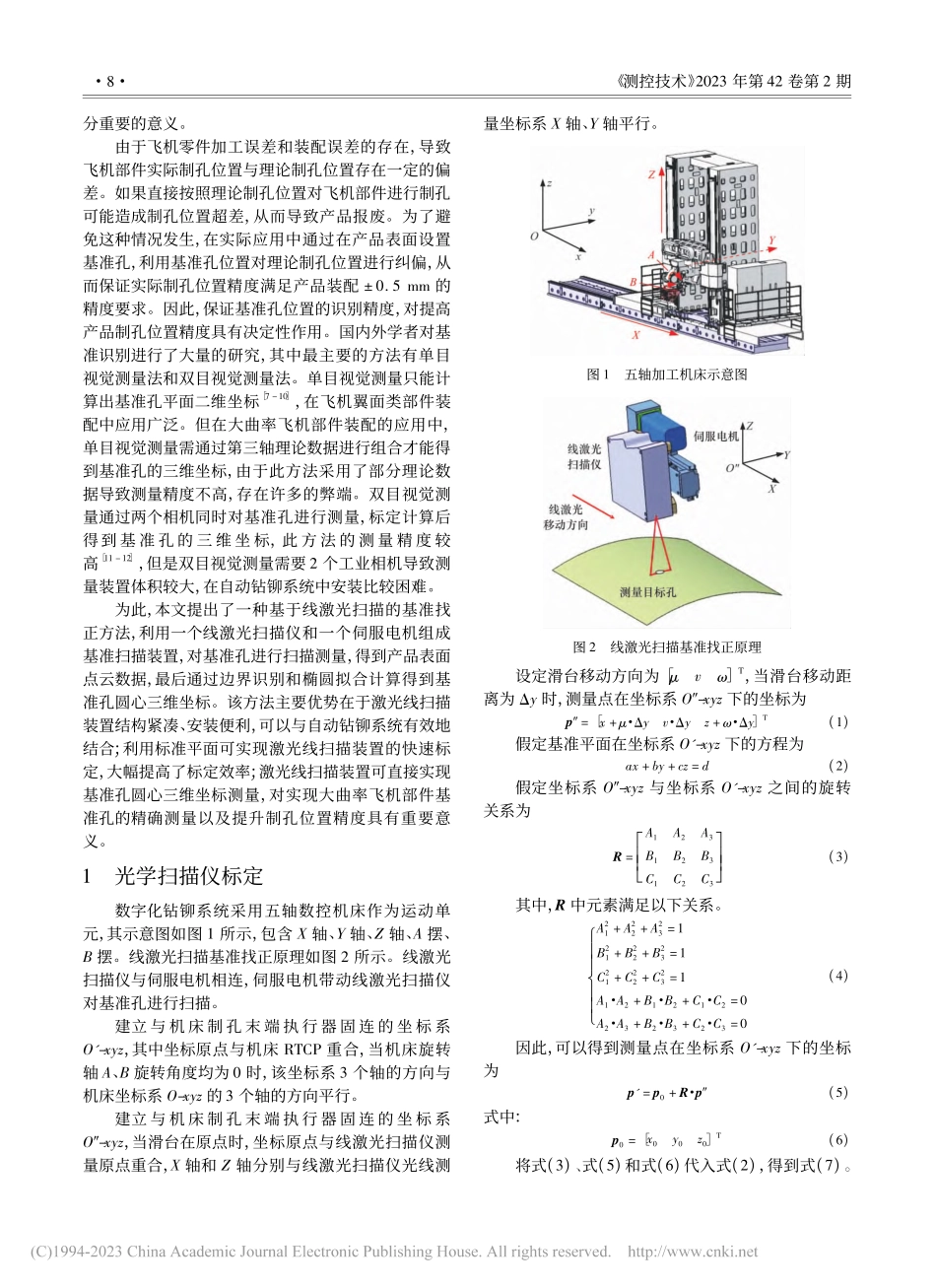
智能感知与仪器仪表测控技术2023年第42卷第2期收稿日期:2022-03-23基金项目:国家重点研发计划项目(2020YFB2010704)引用格式:陈强,陈代鑫,雷沛,等.基于光学扫描的高精度基准孔测量方法研究[J].测控技术,2023,42(2):7-11.CHENQ,CHENDX,LEIP,etal.HighPrecisionReferenceHoleMeasurementMethodBasedonOpticalScanning[J].Measure-ment&ControlTechnology,2023,42(2):7-11.基于光学扫描的高精度基准孔测量方法研究陈强1,2,陈代鑫1,雷沛1,2,孙海龙1,2,代玉淋1,2(1.成都飞机工业(集团)有限责任公司,四川成都610092;2.四川省航空智能制造装备工程技术研究中心,四川成都610092)摘要:飞机部件装配连接孔的位置精度对飞机装配质量和使用寿命有重要影响。提出了一种高精度基准测量技术,利用伺服电机和光学扫描仪组成基准找正装置对基准孔进行扫描得到基准孔三维点云数据;然后对测量数据进行基准孔边界提取并通过最小二乘法计算出基准孔中心坐标;最后利用基准找正装置坐标系和数控机床坐标系的标定关系,计算得到基准孔中心在机床坐标系下的坐标。通过实验验证,证明了该方法能够对基准孔三维坐标进行精确测量,且具有一定的鲁棒性。关键词:光学扫描;边界提取;基准测量;鲁棒性中图分类号:TP391文献标志码:A文章编号:1000-8829(2023)02-0007-05doi:10.19708/j.ckjs.2023.02.002HighPrecisionReferenceHoleMeasurementMethodBasedonOpticalScanningCHENQiang1,2,CHENDai-xin1,LEIPei1,2,SUNHai-long1,2,DAIYu-lin1,2(1.AVICChengduAircraftIndustrial(Group)Co.,Ltd.,Chengdu610092,China;2.SichuanAeronauticalIntelligentManufacturingEquipmentEngineeringTechnologyResearchCenter,Chengdu610092,China)Abstract:Thepositionaccuracyofaircraftcomponentassemblyconnectingholehasanimportantimpactonas-semblyqualityandservicelifeofaircraft.Ahigh-precisiondatummeasurementtechnologyisproposed.Theda-tumalignmentdeviceiscomposedofservomotorandopticalscannertoscanthedatumholeandobtainthethree-dimensionalpointclouddataofthedatumhole.Then,theboundaryofthereferenceholeisextractedfromthemeasureddata,andthecentercoordinatesofthereferenceholearecalculatedbytheleastsquaremethod.Finally,thecoordinateofthereferenceholecenterinthemachinecoordinatesyste...