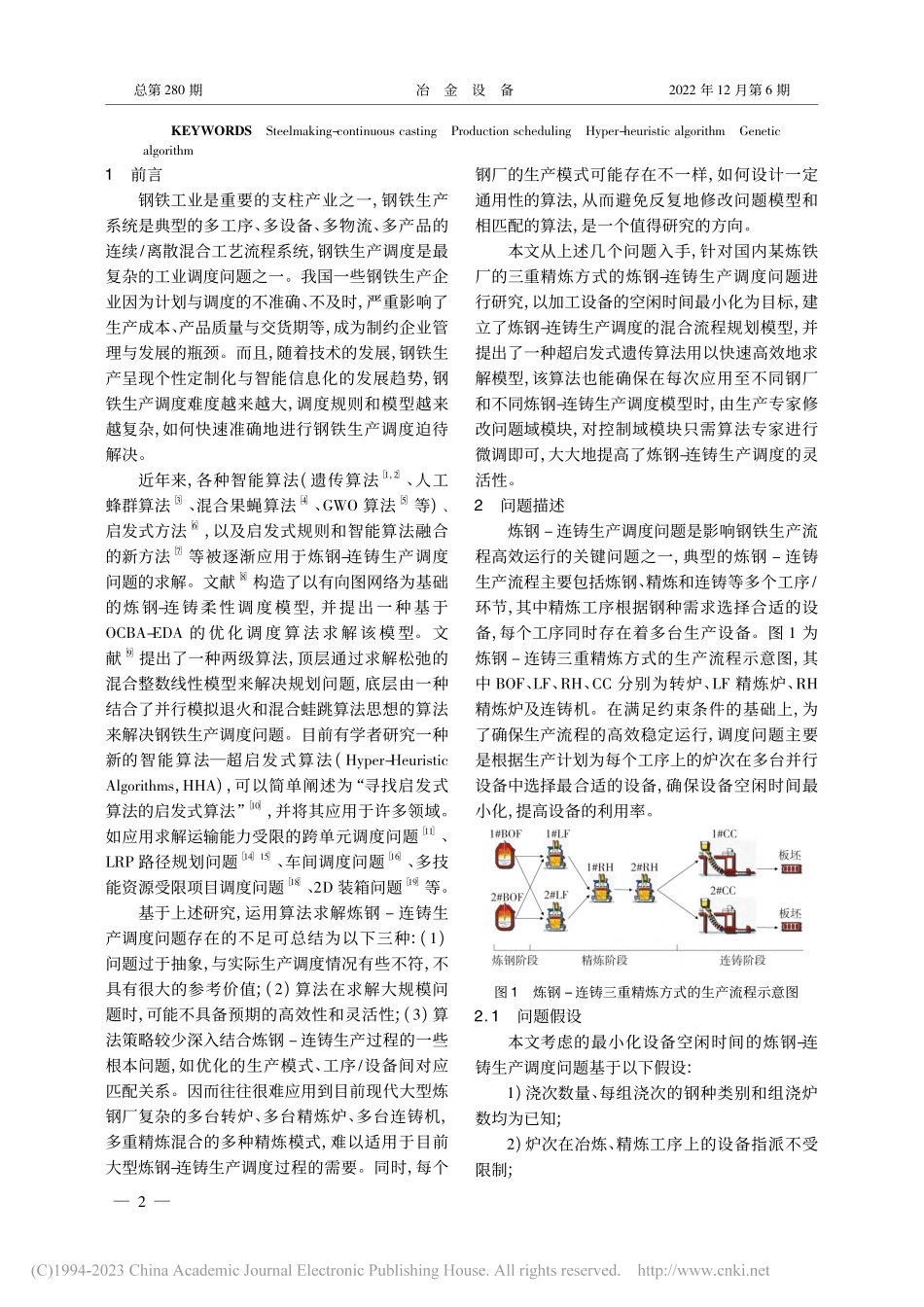
·研究与设计·基于超启发式遗传算法炼钢-连铸生产调度优化设计①王飞鸿②1,2,3蒋国璋1,2,3向峰1,2,3陈小武1,2,3(1:武汉科技大学冶金装备及其控制教育部重点实验室湖北武汉430081;2:武汉科技大学机械传动与制造工程湖北省重点实验室湖北武汉430081;3:武汉科技大学精密制造研究院湖北武汉430081)摘要当前,个性定制化与智能信息化是钢铁工业的发展趋势,高效的智能算法可以提高钢铁生产调度的灵活性。本文提出了一种超启发式遗传算法(Hyper-Heuristic-GeneticAlgorithm,HH-GA)用于求解加工设备空闲时间最小为优化目标的炼钢-连铸生产调度模型。针对模型构建低层启发式算子,利用自适应遗传算法选择策略对低层启发式算子进行排列组合优化,同时加入模拟退火接受准则,避免算法陷入局部最优。以某炼钢厂主要生产模式下的实际生产计划为仿真算例进行实验,通过案例分析和算法对比,验证了超启发式遗传算法的性能。结果表明,在大规模的案例情况下,超启发式遗传算法的综合性能比遗传算法更优。关键词炼钢-连铸生产调度超启发式算法遗传算法中图法分类号TF777文献标识码ADoi:10.3969/j.issn.1001-1269.2022.06.001OptimizationDesignofSteelmakingContinuousCastingProductionSchedulingbasedonHyper-heuristicGeneticAlgorithmWangFeihong1,2,3JiangGuozhang1,2,3XiangFeng1,2,3ChenXiaowu1,2,3(1:KeyLaboratoryofMetallurgicalEquipmentandControlTechnology,MinistryofEducation,WuhanUniversityofScienceandTechnology,Wuhan430081;2:HubeiKeyLaboratoryofMechanicalTransmissionandManufacturingEngineering,WuhanUniversityofScienceandTechnology,Wuhan430081;3:PrecisionManufacturingInstitute,WuhanUniversityofScienceandTechnology,Wuhan430081)ABSTRACTAtpresent,personalizedcustomizationandintelligentinformatizationarethedevelopmenttrendofsteelindustry,andtheefficientintelligentalgorithmcanimprovetheflexibilityofsteelproductionscheduling.Inthispaper,ahyper-heuristicgeneticalgorithmisproposedtosolvethesteelmakingcontinuouscastingproductionschedulingmodelwiththeobjectiveofminimizingtheidletimeofprocessingequipment.Accordingtothemodel,thelow-levelheuristicoperatorsareconstructed,andtheselectionstrategyofadaptivegeneticalgorithmisusedtooptimizethearrangementan...