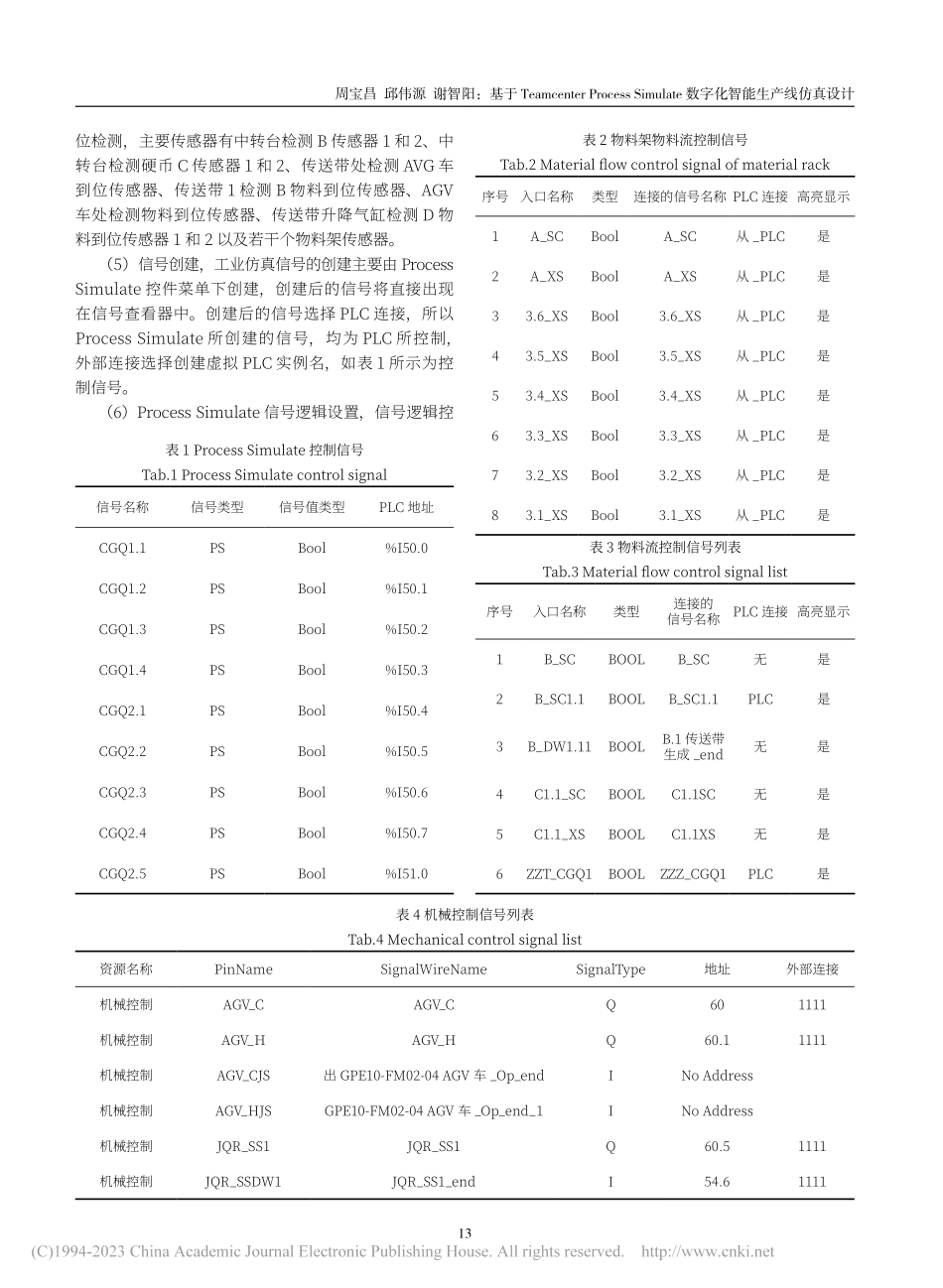
SOFTWARE2023软件第44卷第1期2023年Vol.44,No.1基金项目:河源市科学技术局项目:基于Tecnomatix的数字化智能生产线设计与研究(河科155);广东省高职教育教学改革研究与实践项目:新工科视域下学期项目在现代学徒制试点专业的嵌入与实践(GDJG2019333)作者简介:周宝昌(1987—),男,广东河源人,硕士研究生,讲师,研究方向:工业机器人仿真技术、虚拟仿真、云计算。通讯作者:谢智阳(1985—),男,广东河源人,硕士研究生,讲师,从事嵌入式产品设计、计算机视觉、生物特征识别研究工作。基于TeamcenterProcessSimulate数字化智能生产线仿真设计周宝昌1,2邱伟源1谢智阳1,2(1.河源职业技术学院,广东河源517000;2.河源市工业机器人技术应用工程技术研究中心,广东河源517000)摘要:通常企业必须先获取实体产品,才能对产品的质量和建造过程进行检查,而这意味着成本和风险的增加,本文利用数字孪生模型来解决这个问题。运用自动化设备的数字化建模和开发技术,实现产品开发过程的可预测性,节约大量调试时间和物料成本。本文通过Tecnomatix产线仿真系统,将工业机器人与自动化生产设备进行工艺规划,实现以虚拟方式开发、仿真和调试机器人和其他自动化制造系统,减少了大量编程时间,还减少大量的实际调试次数和时间,提高了整个工艺开发过程的效率。本仿真系统实现整个货物工业产线的步骤可控性、可视性,同时利用好中转台从而真实模拟产线进行连续不断的进行生产,将大大提高了实际生产中的效率。关键词:数字孪生;产线仿真;数字化建模中图分类号:TP278文献标识码:ADOI:10.3969/j.issn.1003-6970.2023.01.003本文著录格式:周宝昌,邱伟源,谢智阳.基于TeamcenterProcessSimulate数字化智能生产线仿真设计[J].软件,2023,44(01):011-015SimulationDesignofDigitalIntelligentProductionLineBasedonTeamcenterProcessSimulatorZHOUBaochang1,2,QIUWeiyuan1,XIEZhiyang1,2(1.HeyuanPolytechnic,HeyuanGuangdong517000;2.HeyuanIndustrialRobotTechnologyApplicationEngineeringTechnologyResearchCenter,HeyuanGuangdong517000)【Abstract】:Usually,enterprisesmustobtainphysicalproductsbeforetheycancheckthequalityandconstructionprocessofproducts,whichmeanstheincreaseofcostandrisk.Thispaperusesdigitaltwinmodeltosolvethisproblem.Thedigitalmodelinganddevelopmenttechnologyofautomaticequipmentisusedtorealizethepredictabilityofproductd...