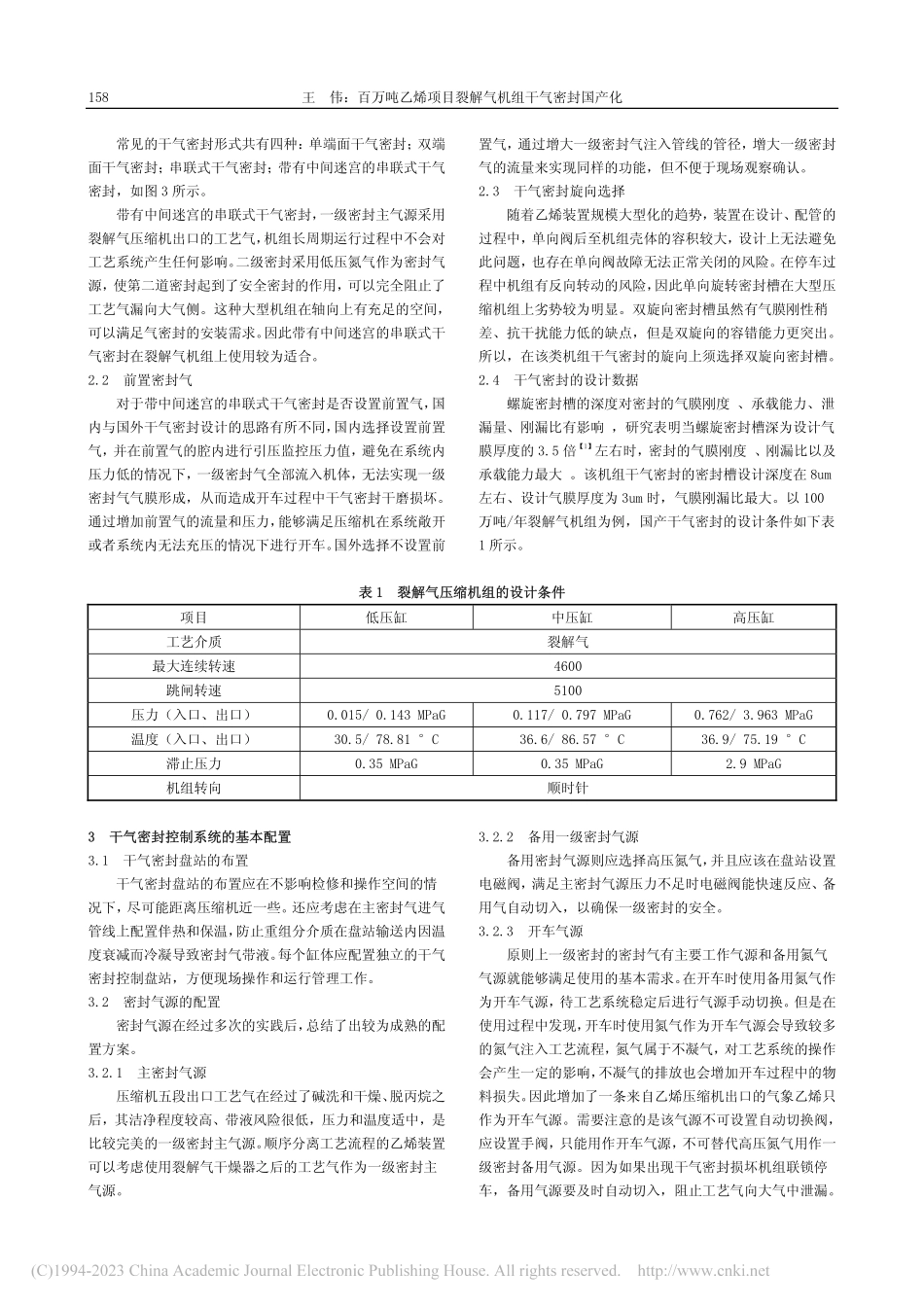
2023年第2期化学工程与装备2023年2月ChemicalEngineering&Equipment157百万吨乙烯项目裂解气机组干气密封国产化王伟1,陈晓林2(1.宁博恒奕工程管理有限公司;2.恒逸实业(文莱)有限责任公司,浙江杭州311200)摘要:介绍了100万吨/年乙烯项目裂解气压缩机组干气密封国产化的选型、设计、密封控制系统配置、调试、试车、开车、运行情况。该项目填补了无国产大型裂解气机组干气密封的技术空白,对其国产化进行了技术分析和经验总结,为今后更大规模乙烯装置裂解气机组干气密封的国产化和项目建设提供了借鉴意见。关键词:乙烯;裂解;密封近些年,随着乙烯装置单套产能的逐步扩大,乙烯装置核心设备裂解气机组的轴功率从12000kW增加至接近86000kW,密封轴径也从120mm扩大到了300mm。由于乙烯装置裂解气机组能否稳定、长周期运行直接影响到乙烯装置的“安、稳、长、满、优”运行。面对这种高要求,低容错率的情况,乙烯装置裂解气机组关键部件干气密封的国产化之路走的较为坎坷。随着2020年底“中科炼化80万吨/年乙烯装置”和万华化学100万吨/年乙烯装置”的顺利投产和稳定运行,标志着百万吨级乙烯装置裂解气机组干气密封的国产化工作取得了突破性进展。1干气密封的结构和原理1.1干气密封的结构图1干气密封本体示意图图2双向旋转动压槽干气密封的典型结构如图1所示,通常由一个可以轴向浮动的静环和一个固定在轴套上的动环构成。静环背后安装弹簧对其施加闭合作用力,动环随压缩机转子做高速旋转。动环表面加工有一定数量的流体动压槽,其深度在8~15μm以内,如下图2所示。1.2干气密封的原理干气密封工作的主要原理是流体静压力和流体动压力的平衡。高速旋转的动环产生的粘性剪切力带动气体进入流体动压槽内,由外径朝中心运动,密封坝提供流动阻力,节制气体流向低压侧,于是气体被压缩压力升高,密封面分开,形成一定厚度的气膜。当流体的静压力和弹簧负载的闭合力等于气膜内产生的开启力时,就形成了径向面之间的稳定间隙,由此密封实现非接触运转。密封面间形成的气膜具有一定的刚度,保证了密封运转的稳定性。气膜刚度是气膜作用力的变化与气膜厚度的变化之比,气膜刚度越大,表明密封的抗干扰力越强,密封运行越稳定。Fo=Fs+Fp闭合力=Fs+Fp开启力=FoFs-弹簧作用力,Fp-介质作用力,Fo-气膜反力2裂解气机组干气密封的选型与设计2.1干气密封的选型图3带有中间迷宫的串联式干气密封过程控制与装备DOI:10.19566/j.cnki.cn35-1285/tq.2023.02.0...