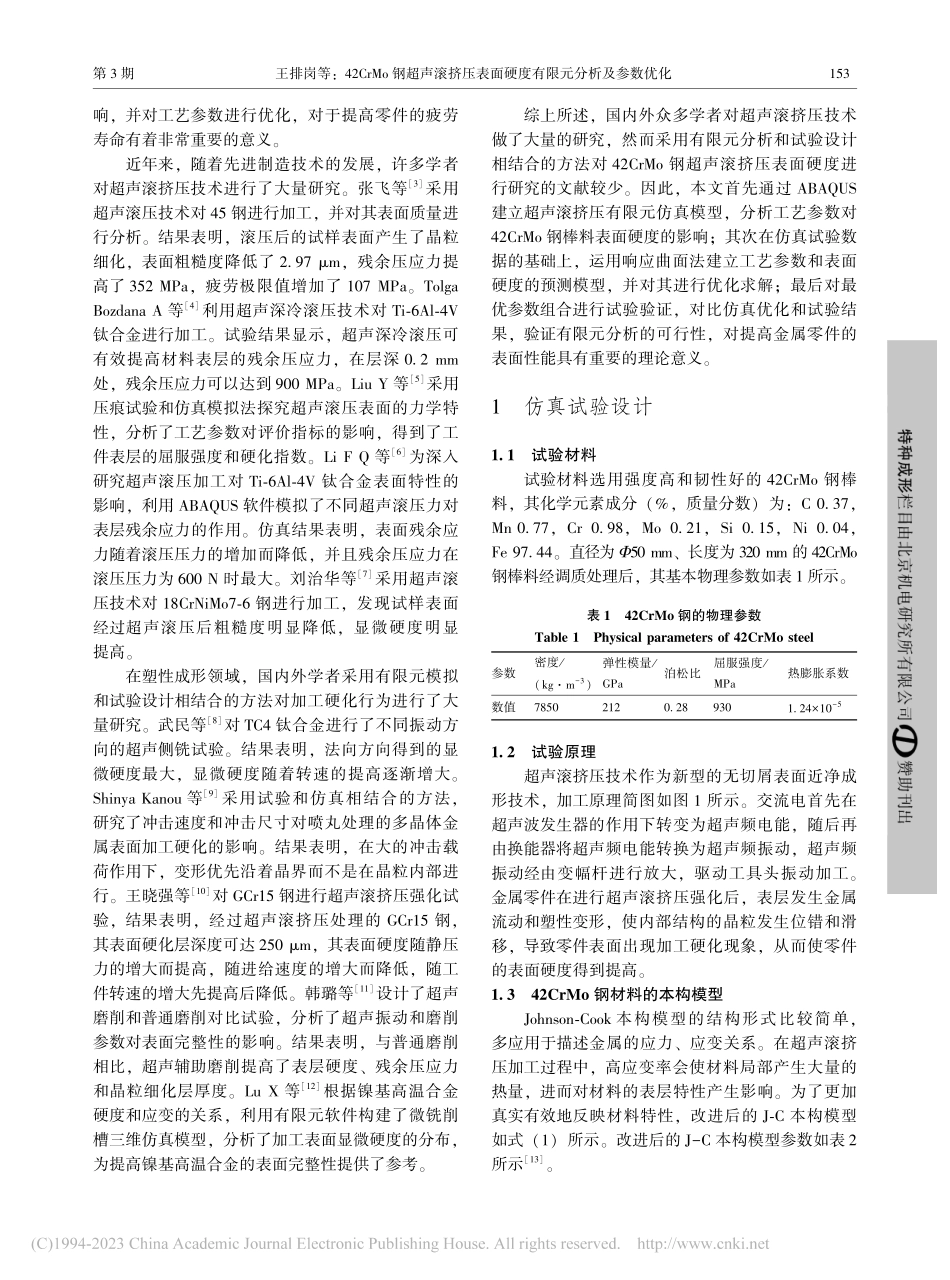
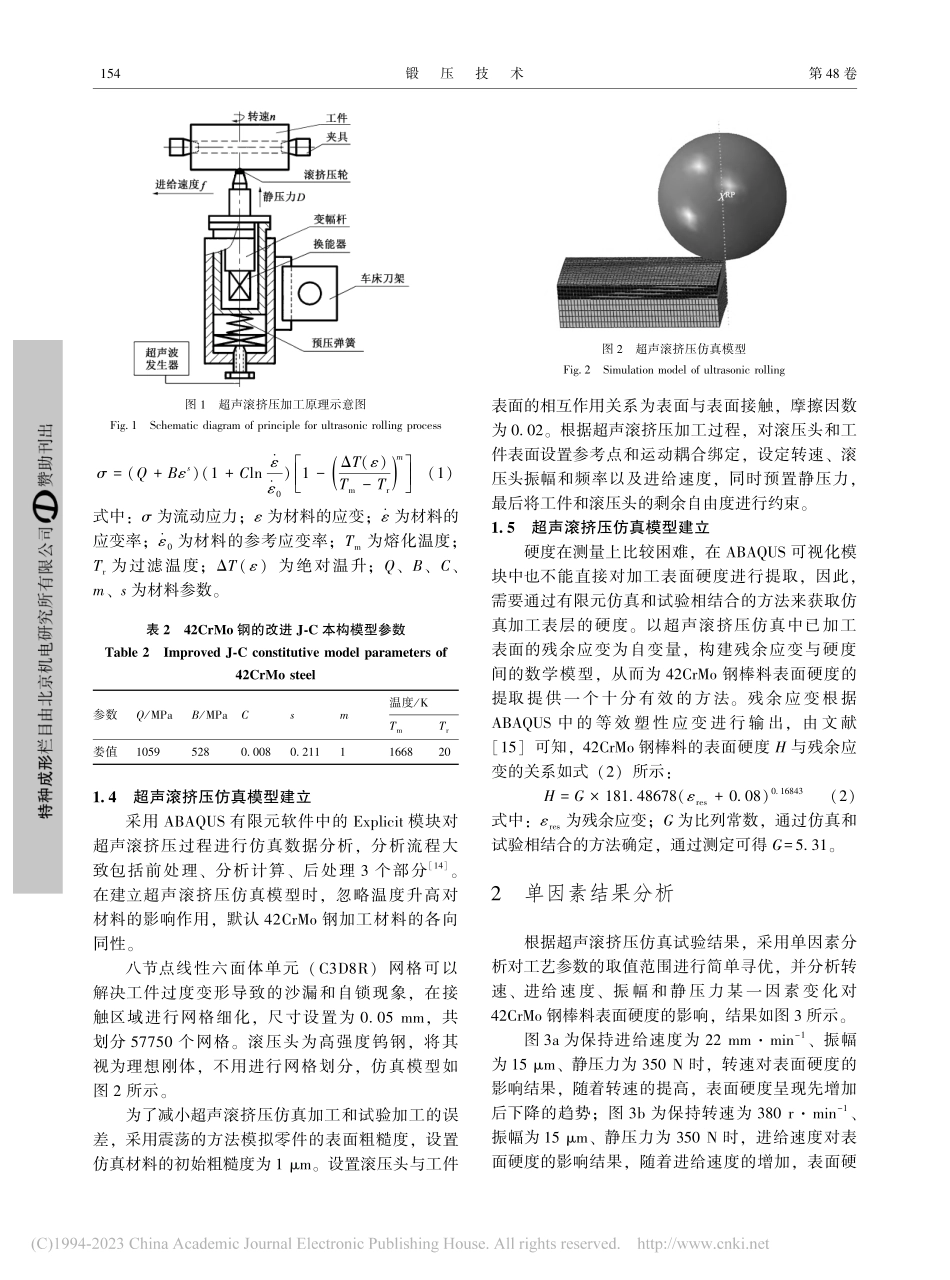
第48卷第3期Vol.48No.3FORGING&STAMPINGTECHNOLOGY2023年3月Mar.202342CrMo钢超声滚挤压表面硬度有限元分析及参数优化王排岗1,2,王晓强1,2,王浩杰1,2,曹丽茹1,2(1.河南科技大学机电工程学院,河南洛阳471003;2.机械装备先进制造河南省协同创新中心,河南洛阳471003)摘要:为了提高42CrMo钢零件的耐腐蚀性和抗疲劳性,基于ABAQUS建立了超声滚挤压有限元仿真模型,通过单因素试验和响应曲面法,分析了工艺参数对42CrMo钢表面硬度的作用规律和影响程度,同时对所建立的二阶响应曲面模型进行了显著性检验和工艺参数优化。结果表明,42CrMo钢的表面硬度随转速和进给速度的提高呈现先增加后下降的趋势,随着振幅和静压力的增大而增大。由响应曲面分析可知,振幅对表面硬度的影响最大,优化得到最优工艺参数组合为:转速为418r·min-1、进给速度为15mm·min-1、振幅为25μm、静压力为600N。对优化结果进行超声滚挤压试验,将仿真优化结果和试验结果进行对比,误差在5%以内,验证了超声滚挤压仿真模拟对42CrMo钢的表面硬度进行预测的可行性。关键词:超声滚挤压;42CrMo钢;表面硬度;本构模型;有限元分析DOI:10.13330/j.issn.1000-3940.2023.03.021中图分类号:TG376.1文献标志码:A文章编号:1000-3940(2023)03-0152-07Finiteelementanalysisandparameteroptimizationonsurfacehardnessofultrasonicrollingfor42CrMosteelWangPaigang1,2,WangXiaoqiang1,2,WangHaojie1,2,CaoLiru1,2(1.CollegeofMechanicalandElectricalEngineering,HenanUniversityofScienceandTechnology,Luoyang471003,China;2.CollaborativeInnovationCenterofAdvancedManufacturingofMechanicalEquipment,Luoyang471003,China)Abstract:Toimprovethecorrosionresistanceandfatigueresistanceof42CrMosteelparts,afiniteelementsimulationmodelofultrasonicrollingwasestablishedbasedonABAQUS,andthroughsinglefactortestandresponsesurfacemethod,theeffectrulesandinfluencede-greesofprocessparametersonthesurfacehardnessof42CrMosteelwereanalyzed.Atthesametime,thesignificancetestandprocesspa-rametersoptimizationoftheestablishedsecond-orderresponsesurfacemodelwerecarriedout.Theresultsshowthatthesurfacehardnessof42CrMosteelincreasesfirstandthendecreaseswiththeincreasingofrotationalspeedandfeedingspeed,andincreaseswiththein-creasingofamplitudeandstaticpressure.Fromtheresp...