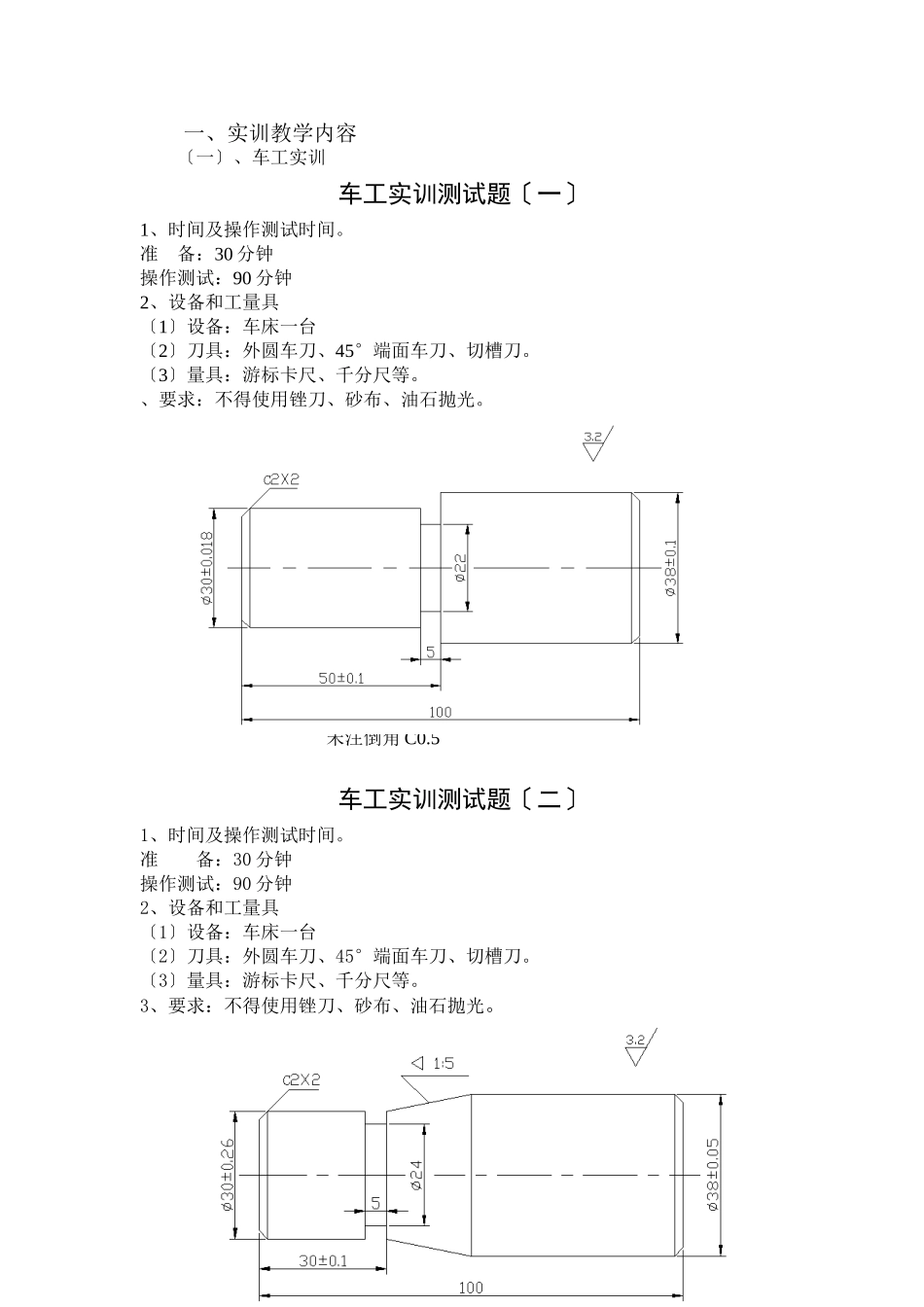
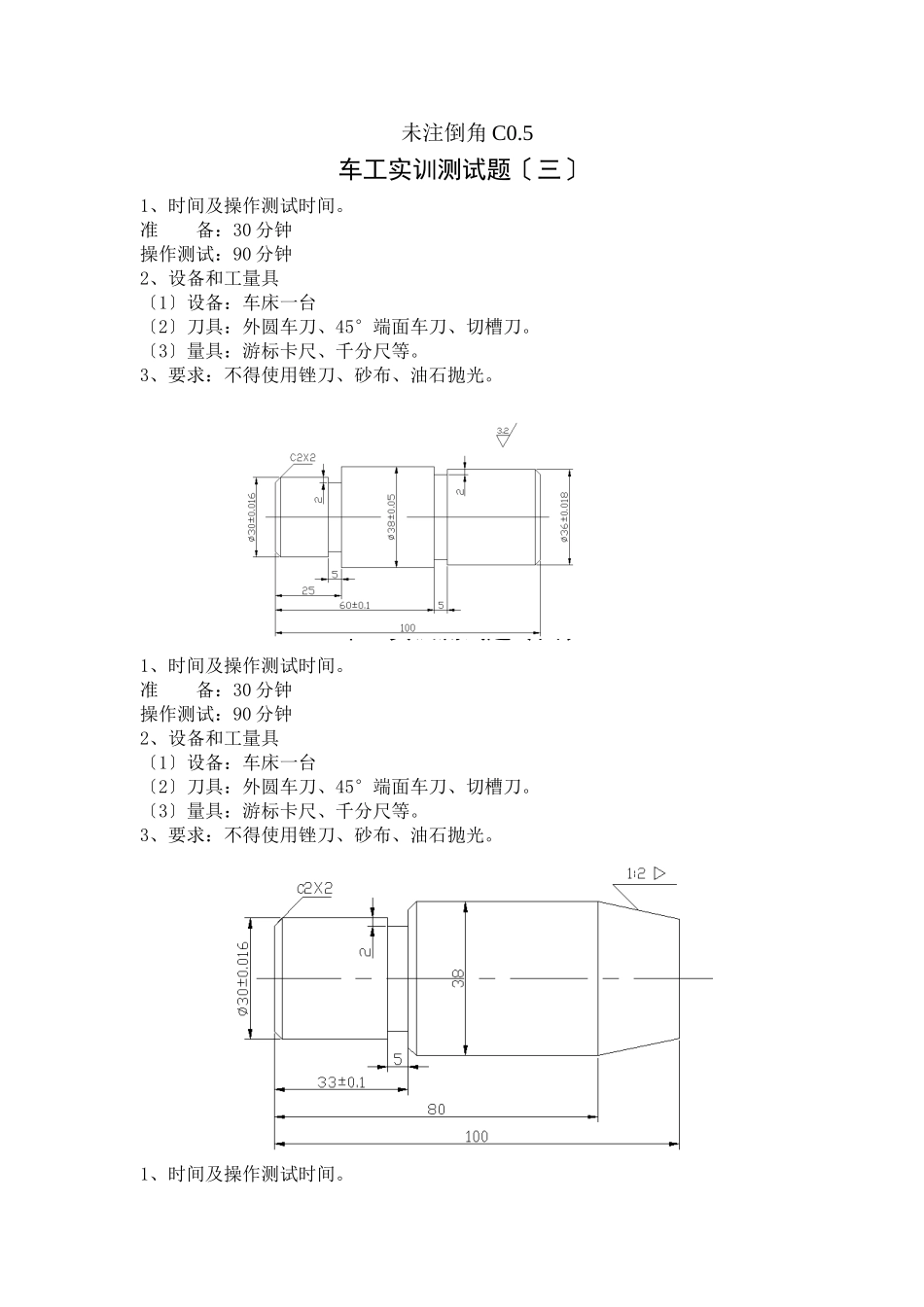
机械加工技术综合实习教学大纲适用专业:机电一体化专业适用层次:高职三年制学生课程性质:专业课课程编号:执笔人:杨国先审定人:说明局部一、前言:机械加工技术是机电一体化专业的主导专业课程。它主要包括机械加工技术理论根底、机械加工工艺装备和典型零件加工及装配三大块内容。它紧密联系实际,突出课程的技术性和实践性。本实习教学大纲是针对课程的技术性和实践性,对学生进行机械加工和工艺规程编制两实训内容而制订的。机械加工技术综合实习教学大纲实训教学大纲是根据机电一体化技术专业2023年6月新修订的教学方案编写而成的教学文件,它以纲要的形式制定了本课程的性质,目的和任务,教学要求和技能训练要求等内容,同时指明了教学中应该注意的问题,是组织该课程教学的指导性教学文件。二、课程的性质、目的和任务:〔一〕课程性质机械加工技术课程属于机电一体化专业的一门主干专业课,是一门重要的必修课程。又是后继课程设计、毕业设计及毕业后技术工作的重要根底。〔二〕实训目的结合课程内容,通过实习使学生对一些典型零件的机械加工能初步学会机械零件车削加工的方法、能理解影响加工精度和外表质量的工艺因素、掌握提高加工精度和加工效率的方法、能掌握机械加工常用计量器具的使用;会对具体零件进行工艺规程的编制,使学生根本具备机械加工的根本技能。〔三〕实训任务1、在老师的指导下,对车工实训题库中的任选一题进行工艺规程的编制2、,学生按自己编制的工艺规程,并结合图纸要求对零件进行加工,并选用适宜的检验器具对产品进行检查。三、先修课程:机械制图、公差与配合、机械根底、金属切削机床。四、教学中需注意的问题:〔一〕体现专业特色,选题能贴近学生实际水平;〔二〕重视学生的协同学习能力的开发,鼓励学生相互之间讨论;〔三〕及时收集学生作品,并不定期展览,以提高学生学习积极性。文本局部一、实训教学内容〔一〕、车工实训车工实训测试题〔一〕1、时间及操作测试时间。准备:30分钟操作测试:90分钟2、设备和工量具〔1〕设备:车床一台〔2〕刀具:外圆车刀、45°端面车刀、切槽刀。〔3〕量具:游标卡尺、千分尺等。、要求:不得使用锉刀、砂布、油石抛光。未注倒角C0.5车工实训测试题〔二〕1、时间及操作测试时间。准备:30分钟操作测试:90分钟2、设备和工量具〔1〕设备:车床一台〔2〕刀具:外圆车刀、45°端面车刀、切槽刀。〔3〕量具:游标卡尺、千分尺等。3、要求:不得使用锉刀、砂布、油石...