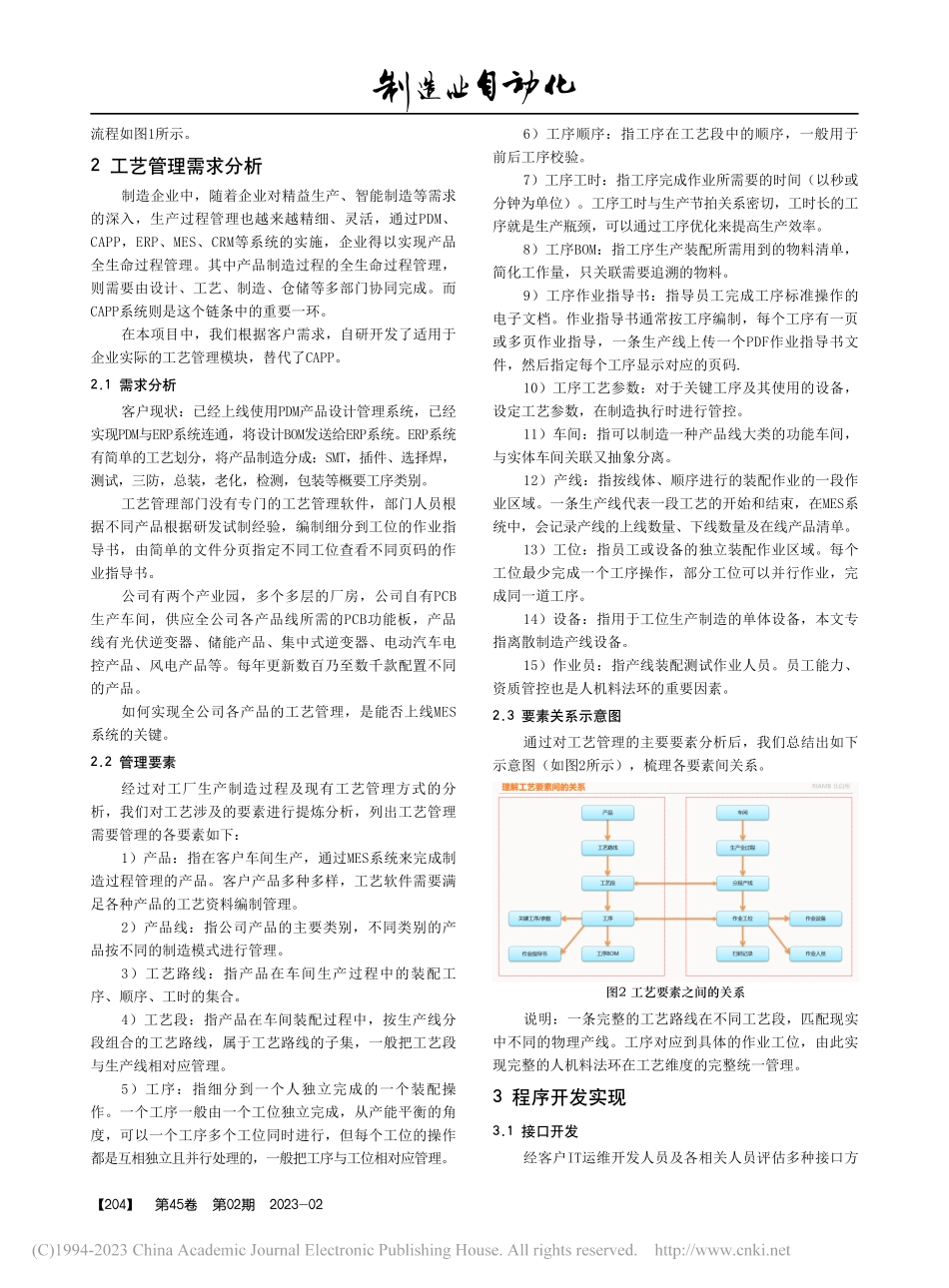
第45卷第02期2023-02【203】收稿日期:2021-09-13作者简介:曹路圆(1976-),男,江西赣州人,高级工程师,学士,研究方向为车间智能制造管理的MES系统(制造执行系统),仓储管理,船闸调度等多方面应用系统。MES系统中的工艺管理开发实践ThedevelopmentpracticeofprocessmanagementinMESsystem曹路圆1*,余永波2,张松2,张建超1,王秀梅1CAOLu-yuan1*,YUYong-bo2,ZHANGSong2,ZHANGJian-chao1,WANGXiu-mei1(1.北京机械工业自动化研究所有限公司,北京100120;2.阳光电源股份有限公司,合肥230088)摘要:以某光伏逆变器生产企业MES系统为例,探讨了MES系统中的工艺管理,包括需求背景、功能设计及开发实现。关键词:工艺管理;工艺路线;工序;MES系统中图分类号:TP31文献标志码:A文章编号:1009-0134(2023)02-0203-050引言2018年以来我司为某光伏逆变器生产企业开发实施MES系统。在实施中,我们发现由于客户所属行业处于快速发展期,具有产品更新迭代快、产品类型多、新增产线多等显著特点,公司现有PDM系统不包含工艺管理模块,无法满足企业新增产品、产线的工艺管理需求。为适应企业灵活多变的工艺管理,经过多方论证,最后确定在MES系统中定制开发完整的工艺管理模块,实现产品制造工艺路线编制,动态匹配产线产能,实现产品制造的全面管理。本文主要介绍了在本项目中的工艺管理开发实践。1梳理业务流程通过对公司现状的分析,各系统接口能力的评估,我们首先确定了与工艺管理相关的业务流程:PDM编制组件设计BOM,通过接口发送给SAP系统,然后MES系统以中间数据库的接口方式,接收SAP转发的组件设计BOM,再以自动触发的存储过程,整理重组完整的产品BOM,工艺人员基于产品BOM,在工艺管理软件中编制产品工艺路线,编制工序BOM,上传作业指导书,建立工艺路线与产线关联关系,MES系统接收SAP下达的生产计划(关联到产线),MES系统再调用工艺路线,指导产线作业及物料装配扫码。完整的设计与应用图1工艺管理业务流程【204】第45卷第02期2023-02流程如图1所示。2工艺管理需求分析制造企业中,随着企业对精益生产、智能制造等需求的深入,生产过程管理也越来越精细、灵活,通过PDM、CAPP,ERP、MES、CRM等系统的实施,企业得以实现产品全生命过程管理。其中产品制造过程的全生命过程管理,则需要由设计、工艺、制造、仓储等多部门协同完成。而CAPP系统则是这个链条中的重要一环。在本项目中,我们根据客户需求,自研开发了适用于企业实际...