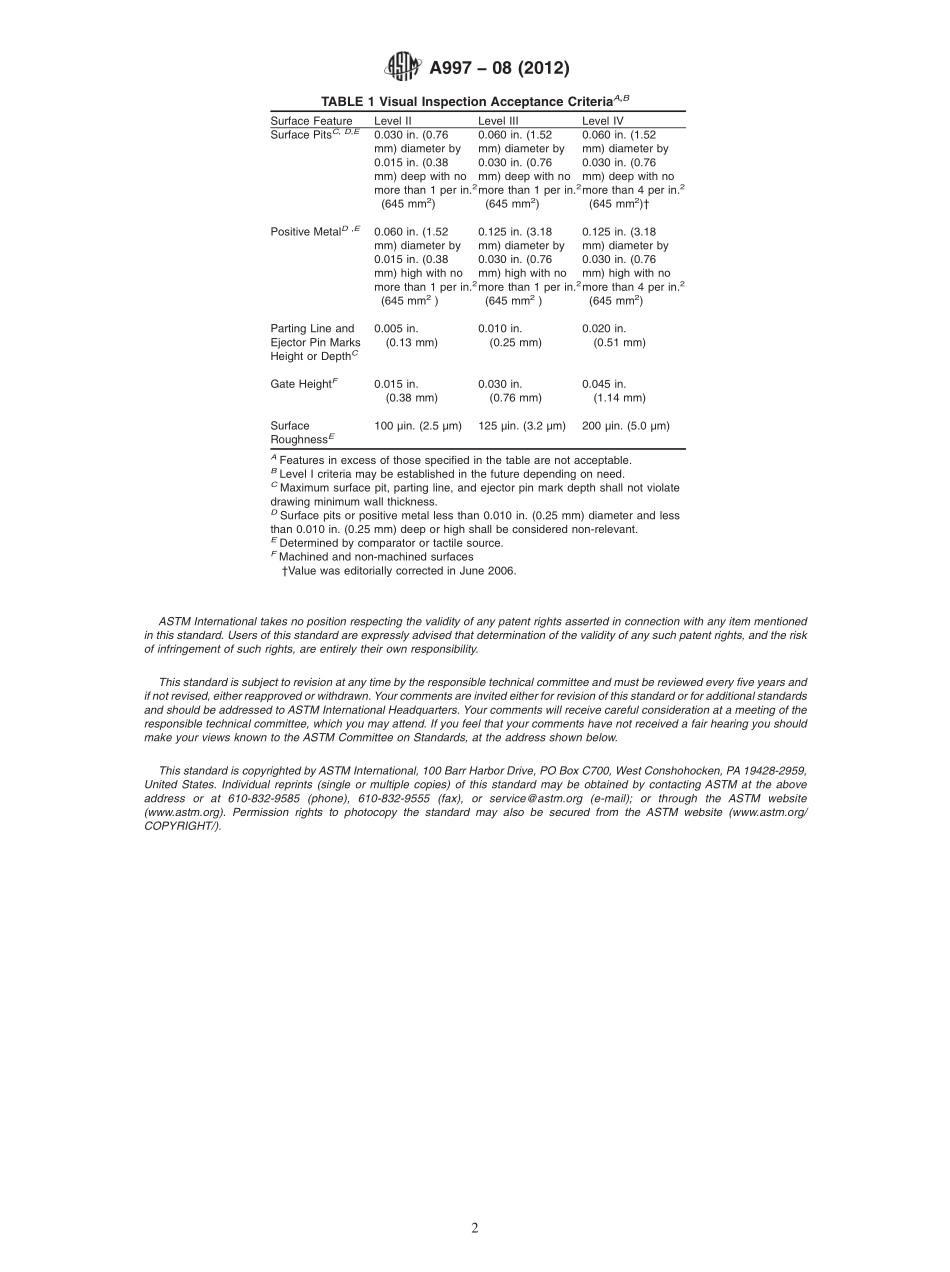
Designation:A997−08(Reapproved2012)StandardPracticeforInvestmentCastings,SurfaceAcceptanceStandards,VisualExamination1ThisstandardisissuedunderthefixeddesignationA997;thenumberimmediatelyfollowingthedesignationindicatestheyearoforiginaladoptionor,inthecaseofrevision,theyearoflastrevision.Anumberinparenthesesindicatestheyearoflastreapproval.Asuperscriptepsilon(´)indicatesaneditorialchangesincethelastrevisionorreapproval.1.Scope1.1Thispracticecoverstheacceptancecriteriaforsurfaceinspectionofinvestmentcastingsbyvisualexamination.1.2Thevaluesstatedininch-poundunitsaretoberegardedasstandard.ThevaluesgiveninparenthesesaremathematicalconversionstoSIunitsthatareprovidedforinformationonlyandarenotconsideredstandard.1.3Thisstandarddoesnotpurporttoaddressallofthesafetyconcerns,ifany,associatedwithitsuse.Itistheresponsibilityoftheuserofthisstandardtoestablishappro-priatesafetyandhealthpracticesanddeterminetheapplica-bilityofregulatorylimitationspriortouse.2.Terminology2.1DefinitionsofTermsSpecifictoThisStandard:2.1.1lineardiscontinuity,n—adiscontinuitywhoselengthisequaltoorgreaterthanthreetimesitswidth.Cracksandcoldshutsareexamplesoflineardiscontinuity.2.1.2positivemetal,n—raisedmetalonthecastingsurfaceusuallyassociatedwiththebreakdownofthemoldanditsreplacementwiththecastingmetal.2.1.3surfacepit,n—anonlineardepressioninthecastsurfacewhoselengthislessthanthreetimesitswidth.Surfacepitsmaybetheresultofgasornonmetallicinclusions.2.1.4surfaceroughness,n—ameasureofsurfacetextureusuallydeterminedbytheuseofacomparator.3.OrderingInformation3.1Theinquiryorordershouldspecifythefollowinginformation:3.1.1AcceptanceLevel—Morethanoneacceptancelevelmaybespecifiedfordifferentsurfacesofthesamecasting(seeSection4),3.1.2Ifanytypesofdiscontinuitiesareunacceptable,3.1.3Castingsurfacestobeexamined,3.1.4Numberofcastingstobeexamined,and3.1.5Additionalacceptancecriteriaasapplicabletoallorportionsofthecastingsurface.4.AcceptanceCriteria4.1LevelsofacceptanceforvisualinspectionarelistedinTable1.4...