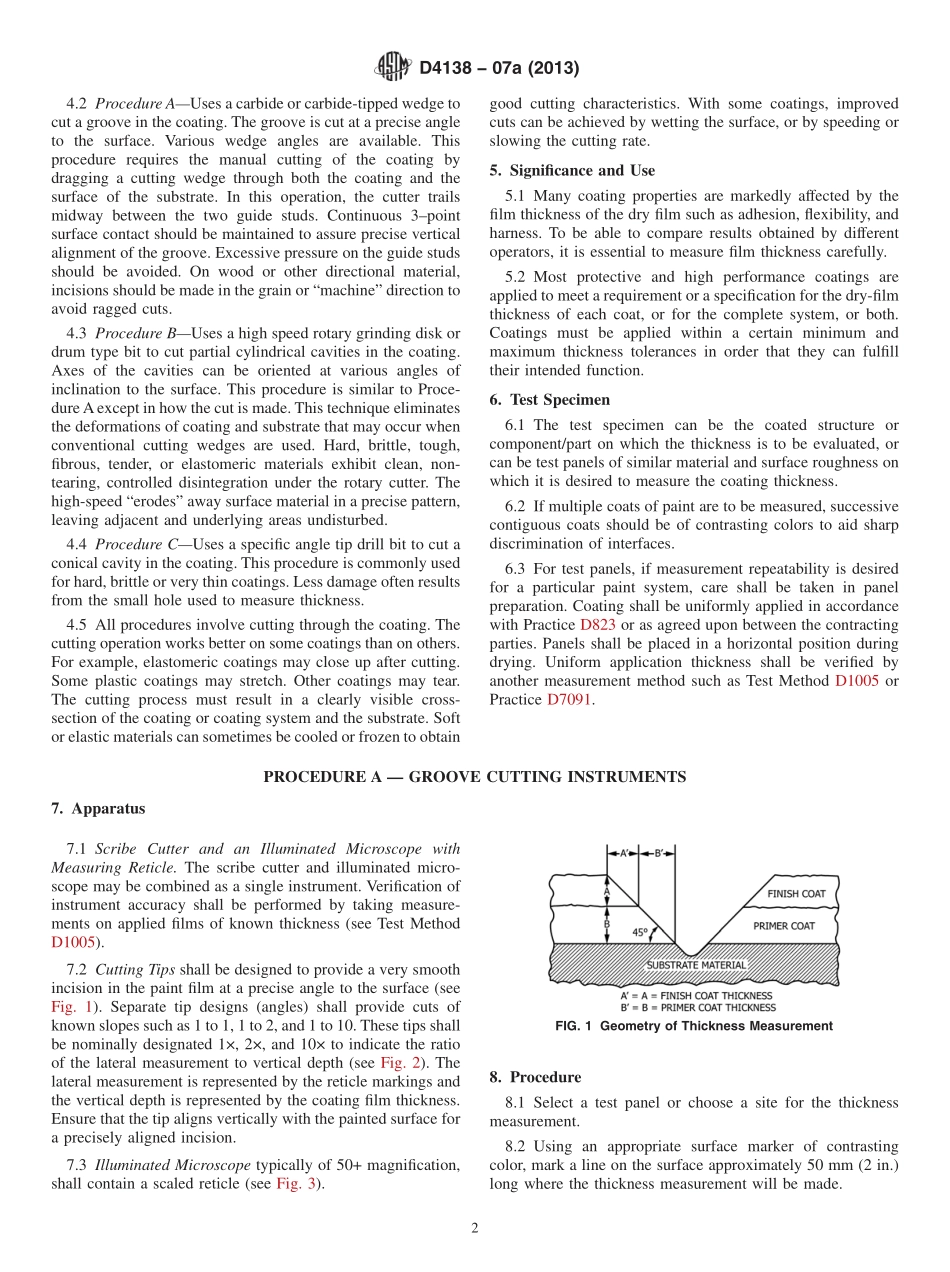
Designation:D4138−07a(Reapproved2013)StandardPracticesforMeasurementofDryFilmThicknessofProtectiveCoatingSystemsbyDestructive,Cross-SectioningMeans1ThisstandardisissuedunderthefixeddesignationD4138;thenumberimmediatelyfollowingthedesignationindicatestheyearoforiginaladoptionor,inthecaseofrevision,theyearoflastrevision.Anumberinparenthesesindicatestheyearoflastreapproval.Asuperscriptepsilon(´)indicatesaneditorialchangesincethelastrevisionorreapproval.1.Scope*1.1Thispracticedescribesthemeasurementofdryfilmthicknessofcoatingfilmsbymicroscopicobservationofprecisionangularcutsinthecoatingfilm.Useoftheseproceduresmayrequirerepairofthecoatingfilm.Thispracticeisintendedtosupplementthemanufacturers’instructionsforthemanualoperationofthegagesandisnotintendedtoreplacethem.Itincludesdefinitionsofkeyterms,referencedocuments,thesignificanceanduseofthepractice,andtheadvantagesandlimitationsoftheinstruments.1.2Threeproceduresareprovidedformeasuringdryfilmthicknessofprotectivecoatingsystems:1.2.1ProcedureA—Usinggroovecuttinginstruments.1.2.2ProcedureB—Usinggrindinginstruments.1.2.3ProcedureC—Usingdrillbitinstruments.1.3Theseproceduresarenotapplicableforsoftorductilesubstratesthatmaydeformunderthetestgagecuttingtip.Thesubstrateshouldbesufficientlyrigidtopreventdeformationofthecoatingduringthecuttingprocess.Thesurfacemaybeflatormoderatelycurved.Pipesassmallas25mm(1in.)indiametermaybemeasuredintheaxialdirection.1.4Individualcoatsinamulticoatsystemwherethereisadiscerniblevisualdifferencebetweencoatsortheoverallthicknessofacoatingsystemcanbemeasuredbytheseprocedures.1.5Therangeofthicknessmeasurementistypically2to2000microns(0.1to80mils)anddependsuponthecuttingangleoftheblade.1.6ThevaluesstatedinSIunitsaretoberegardedasthestandard.Thevaluesgiveninparenthesesareforinformationonly.1.7Thisstandarddoesnotpurporttoaddressallofthesafetyconcerns,ifany,associatedwithitsuse.Itistheresponsibilityoftheuserofthisstandardtoestablishappro-priatesafetyandhealthpracticesanddeterminetheapplica-bi...