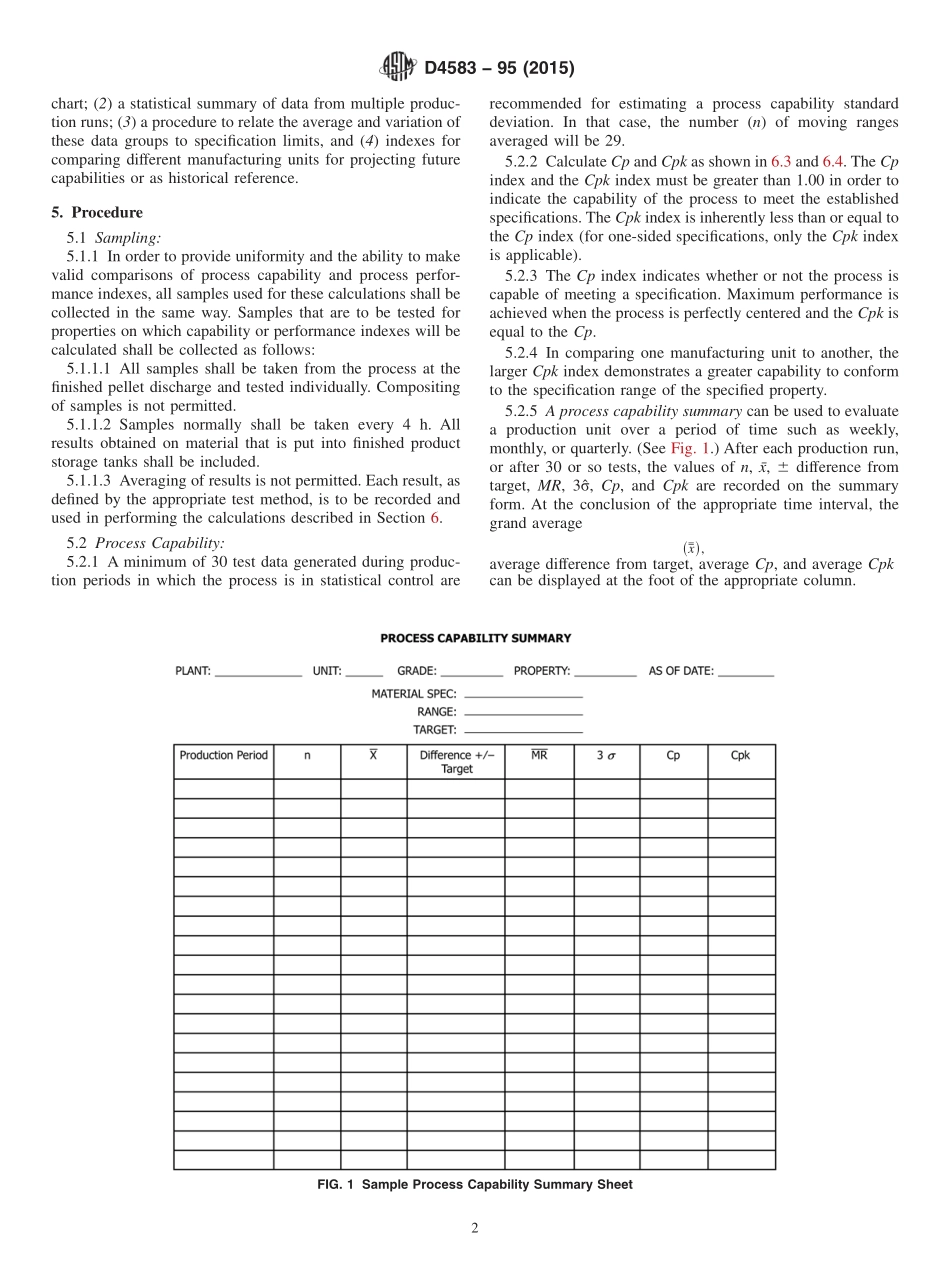
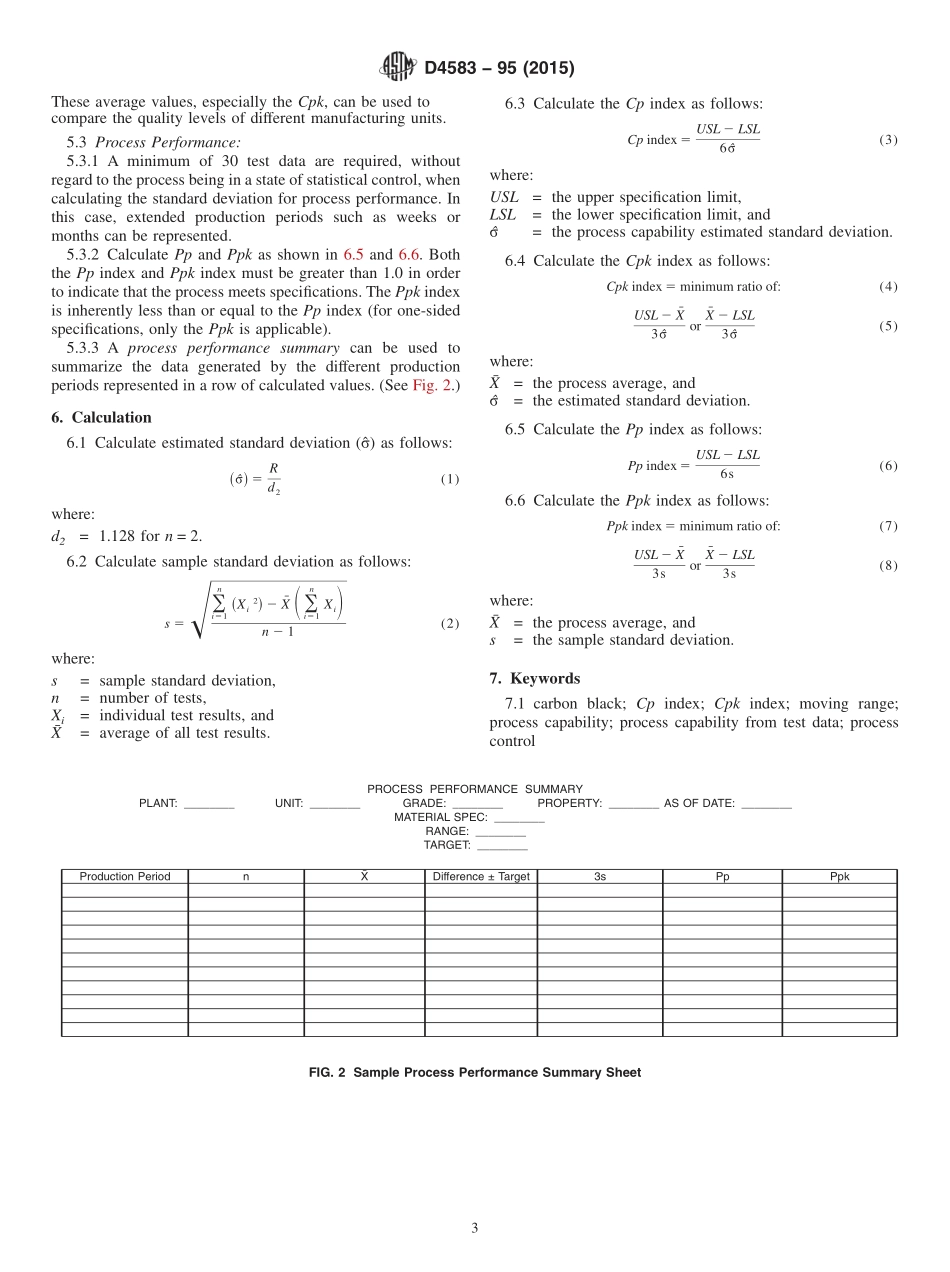
Designation:D4583−95(Reapproved2015)StandardPracticeforCarbonBlack—CalculationofProcessIndexesFromanAnalysisofProcessControlData1ThisstandardisissuedunderthefixeddesignationD4583;thenumberimmediatelyfollowingthedesignationindicatestheyearoforiginaladoptionor,inthecaseofrevision,theyearoflastrevision.Anumberinparenthesesindicatestheyearoflastreapproval.Asuperscriptepsilon(´)indicatesaneditorialchangesincethelastrevisionorreapproval.1.Scope1.1Thispracticecovers(1)astatisticalprocedureforanalyzingthetestdatageneratedinthestatisticalprocesscontrolofacarbonblackmanufacturingprocess;(2)aformatforreportingprocesscapabilitydeterminedfromtheanalysisofcontrolchartdataofanindividualproductionrun,and(3)aformatforreportingprocessperformancedeterminedfromtheanalysisofcontrolchartdataofanindividualproductionrun.1.2Thispracticespecificallyappliestotheanalysisofpelletedcarbonblacksamplestakenduringthemanufacturingprocesspriortostorage.Thispracticedoesnotapplytoshipmentsamplestakenfromhoppercarsorothercontainersorpackages.1.3ThispracticeisspecificallydesignedtobeusedforthosetestmethodsgiveninClassificationD1765whichspecifytargetvalues.However,thesetechniquesareapplicabletoothertestmethodsoncarbonblack.1.4Thispracticedescribesthecalculationfortwomethodsofdeterminingcapabilityfactorsfromananalysisofprocesscontroldata.1.4.1Processcapability(Cp)isameasurementofvariationcalculatedfromtheprocesscontrolchartdatawiththeuseofanestimatedstandarddeviation(σˆ)fromthemeanvalueofthemovingrange(R)chart.Thecalculationoftheprocesscapa-bility(CpandCpk)indexescanbeusedashistoricalinforma-tionortopredictfutureperformanceoftheprocess,butareonlyvalidwhentheprocessisinastateofstatisticalcontrol.1.4.2Processperformance(Pp)isameasurementofvaria-tioncalculatedfromtheprocesscontrolchartdatausingsamplestandarddeviation(s).Thecalculationoftheprocessperformance(PpandPpk)indexesareusedforahistoricalreferenceofaprocess’performanceanddoesnotrequireastateofstatisticalcontrol.2.ReferencedDocuments2.1ASTMStand...