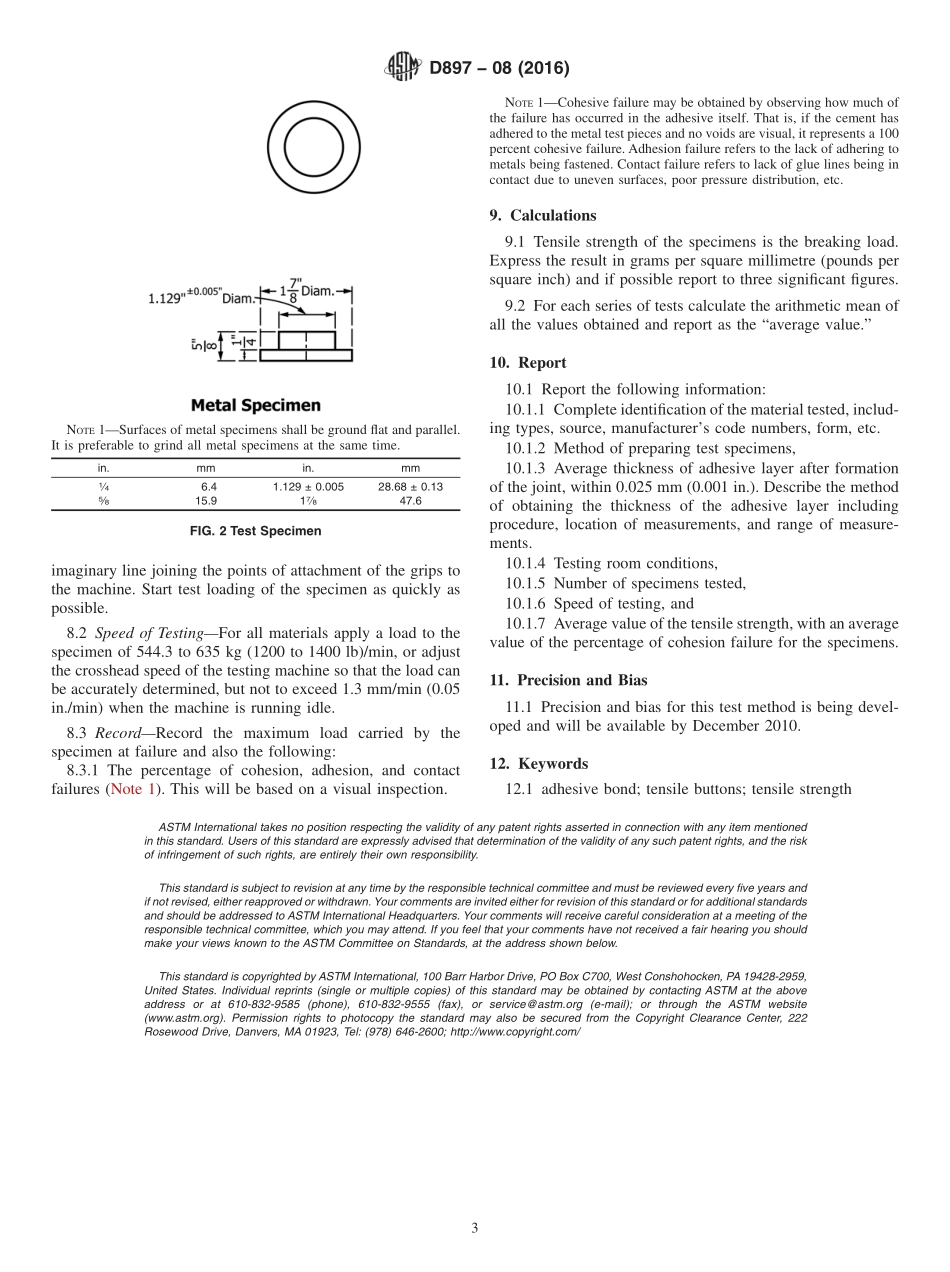
Designation:D897−08(Reapproved2016)StandardTestMethodforTensilePropertiesofAdhesiveBonds1ThisstandardisissuedunderthefixeddesignationD897;thenumberimmediatelyfollowingthedesignationindicatestheyearoforiginaladoptionor,inthecaseofrevision,theyearoflastrevision.Anumberinparenthesesindicatestheyearoflastreapproval.Asuperscriptepsilon(´)indicatesaneditorialchangesincethelastrevisionorreapproval.ThisstandardhasbeenapprovedforusebyagenciesoftheU.S.DepartmentofDefense.INTRODUCTIONTheaccuracyoftheresultsofstrengthtestsofadhesivebondswilldependontheconditionsunderwhichthebondingprocessiscarriedout.Unlessotherwiseagreeduponbythemanufacturerandthepurchaser,thebondingconditionsshallbeprescribedbythemanufactureroftheadhesive.Inordertoensurethatcompleteinformationisavailabletotheindividualconductingthetests,themanufactureroftheadhesiveshallfurnishnumericalvaluesandotherspecificinformationforeachofthefollowingvariables:(1)Procedureforpreparationofsurfacespriortoapplicationoftheadhesive,includingthecleaninganddryingofmetalsurfaces,andspecialsurfacetreatmentswhicharenotspecificallylimitedbythepertinenttestmethod.(2)Completemixingdirectionsfortheadhesive.(3)Conditionsforapplicationoftheadhesiveincludingtherateofspreadorthicknessoffilm,numberofcoatstobeapplied,whethertobeappliedtooneorbothsurfaces,andtheconditionsofdryingwheremorethanonecoatisrequired.(4)Assemblyconditionsbeforeapplicationofpressure,includingtheroomtemperature,lengthoftime,andwhetheropenorclosedassemblyistobeused.(5)Curingconditions,includingtheamountofpressuretobeapplied,thelengthoftimeunderpressure,andthetemperatureoftheassemblywhenunderpressure.Itshouldbestatedwhetherthistemperatureisthatofthebondline,oroftheatmosphereatwhichtheassemblyistobemaintained.(6)Conditioningprocedurebeforetesting,unlessastandardprocedureisspecified,includingthelengthoftime,temperature,andrelativehumidity.Arangemaybeprescribedforanyvariablebythemanufactureroftheadhesiveifitcanbeassumedbythetestoperatorthatanyarbitrarilychosenvaluewith...