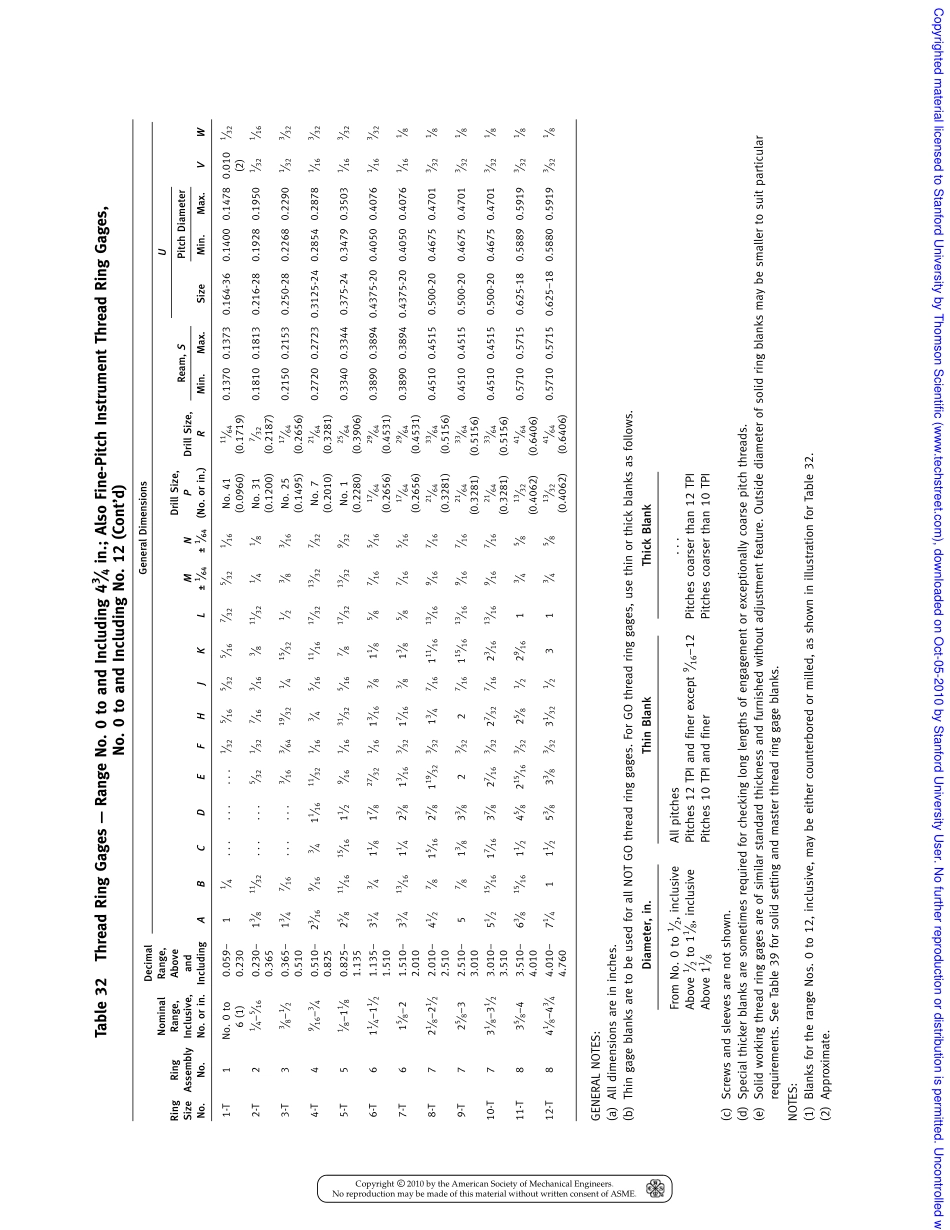
ERRATAtoASMEB47.1-2007GageBlanksOnpage48,Table32,decimalrangeforline8-Tcorrected.Lines9-Tand10-Tadded.Therevisedtableisonthefollowingpage.THEAMERICANSOCIETYOFMECHANICALENGINEERSThreeParkAvenue,NewYork,NY10016-5990January2010M8207ECopyrightedmateriallicensedtoStanfordUniversitybyThomsonScientific(www.techstreet.com),downloadedonOct-05-2010byStanfordUniversityUser.Nofurtherreproductionordistributionispermitted.UncontrolledwCopyright2010bytheAmericanSocietyofMechanicalEngineers.NoreproductionmaybemadeofthismaterialwithoutwrittenconsentofASME.cTable32ThreadRingGages—RangeNo.0toandIncluding43⁄4in.;AlsoFine-PitchInstrumentThreadRingGages,No.0toandIncludingNo.12(Cont’d)GeneralDimensionsDecimalNominalRange,URingRingRange,AboveDrillSize,Ream,SPitchDiameterSizeAssemblyInclusive,andMNPDrillSize,No.No.No.orin.IncludingABCDEFHJKL±1⁄64±1⁄64(No.orin.)RMin.Max.SizeMin.Max.VW1-T1No.0to0.059–11⁄4.........1⁄325⁄165⁄325⁄167⁄325⁄321⁄16No.4111⁄640.13700.13730.164-360.14000.14780.0101⁄326(1)0.230(0.0960)(0.1719)(2)2-T21⁄4–5⁄160.230–13⁄811⁄32......5⁄321⁄327⁄163⁄163⁄811⁄321⁄41⁄8No.317⁄320.18100.18130.216-280.19280.19501⁄321⁄160.365(0.1200)(0.2187)3-T33⁄8–1⁄20.365–13⁄47⁄16......3⁄163⁄6419⁄321⁄415⁄321⁄23⁄83⁄16No.2517⁄640.21500.21530.250-280.22680.22901⁄323⁄320.510(0.1495)(0.2656)4-T49⁄16–3⁄40.510–23⁄169⁄163⁄411⁄1611⁄321⁄163⁄45⁄1611⁄1617⁄3213⁄327⁄32No.721⁄640.27200.27230.3125-240.28540.28781⁄163⁄320.825(0.2010)(0.3281)5-T51⁄8–11⁄80.825–25⁄811⁄1615⁄1611⁄29⁄161⁄1631⁄325⁄167⁄817⁄3213⁄329⁄32No.125⁄640.33400.33440.375-240.34790.35031⁄163⁄321.135(0.2280)(0.3906)6-T611⁄4–11⁄21.135–31⁄43⁄411⁄817⁄827⁄321⁄1613⁄163⁄811⁄85⁄87⁄165⁄1617⁄6429⁄640.38900.38940.4375-200.40500.40761⁄163⁄321.510(0.2656)(0.4531)7-T615⁄8–21.510–33⁄413⁄1611⁄423⁄813⁄163⁄3217⁄163⁄813⁄85⁄87⁄165⁄1617⁄6429⁄640.38900.38940.4375-200.40500.40761⁄161⁄82.010(0.2656)(0.4531)8-T721⁄8–21⁄22.010–41⁄27⁄815⁄1627...