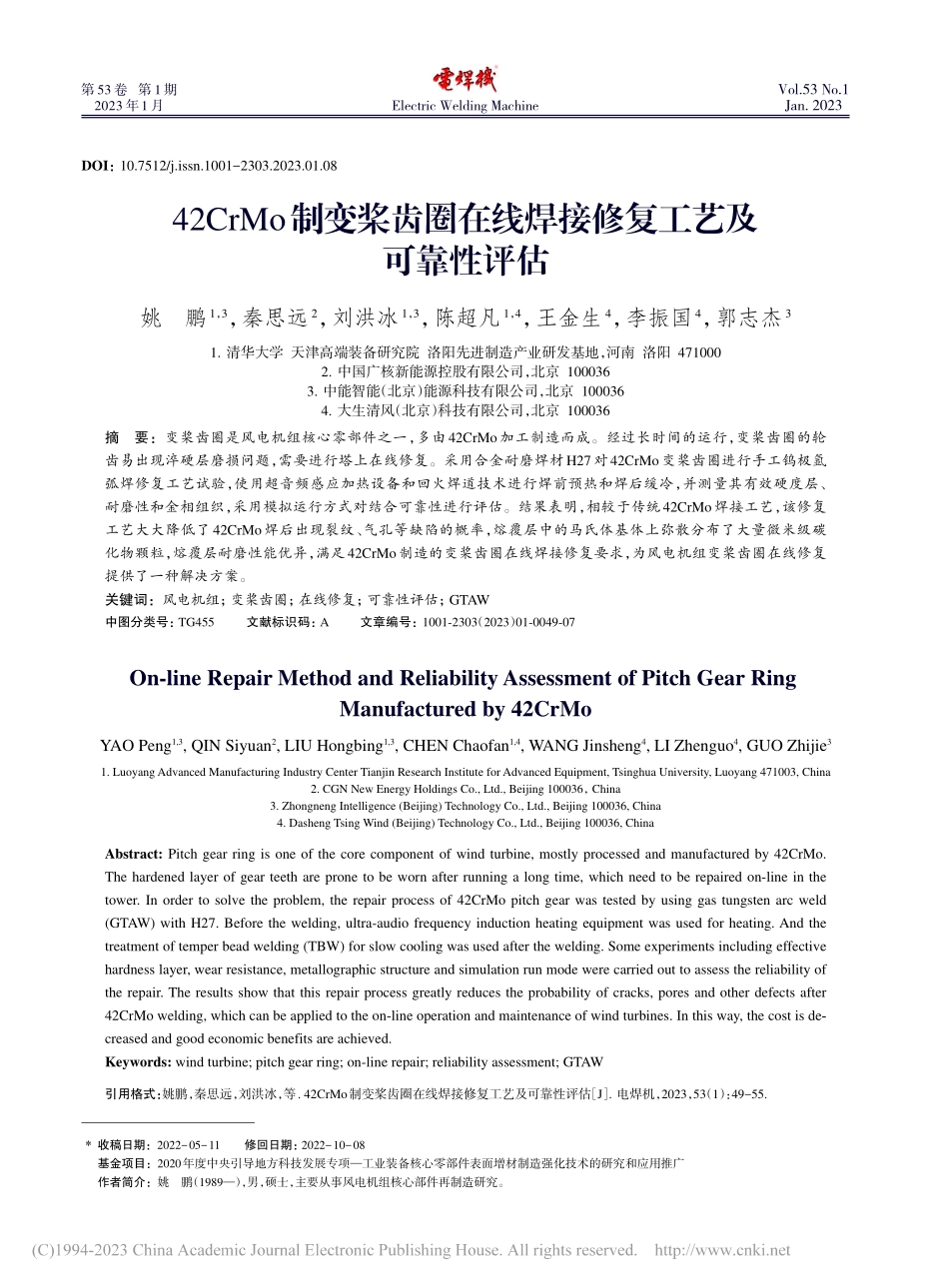
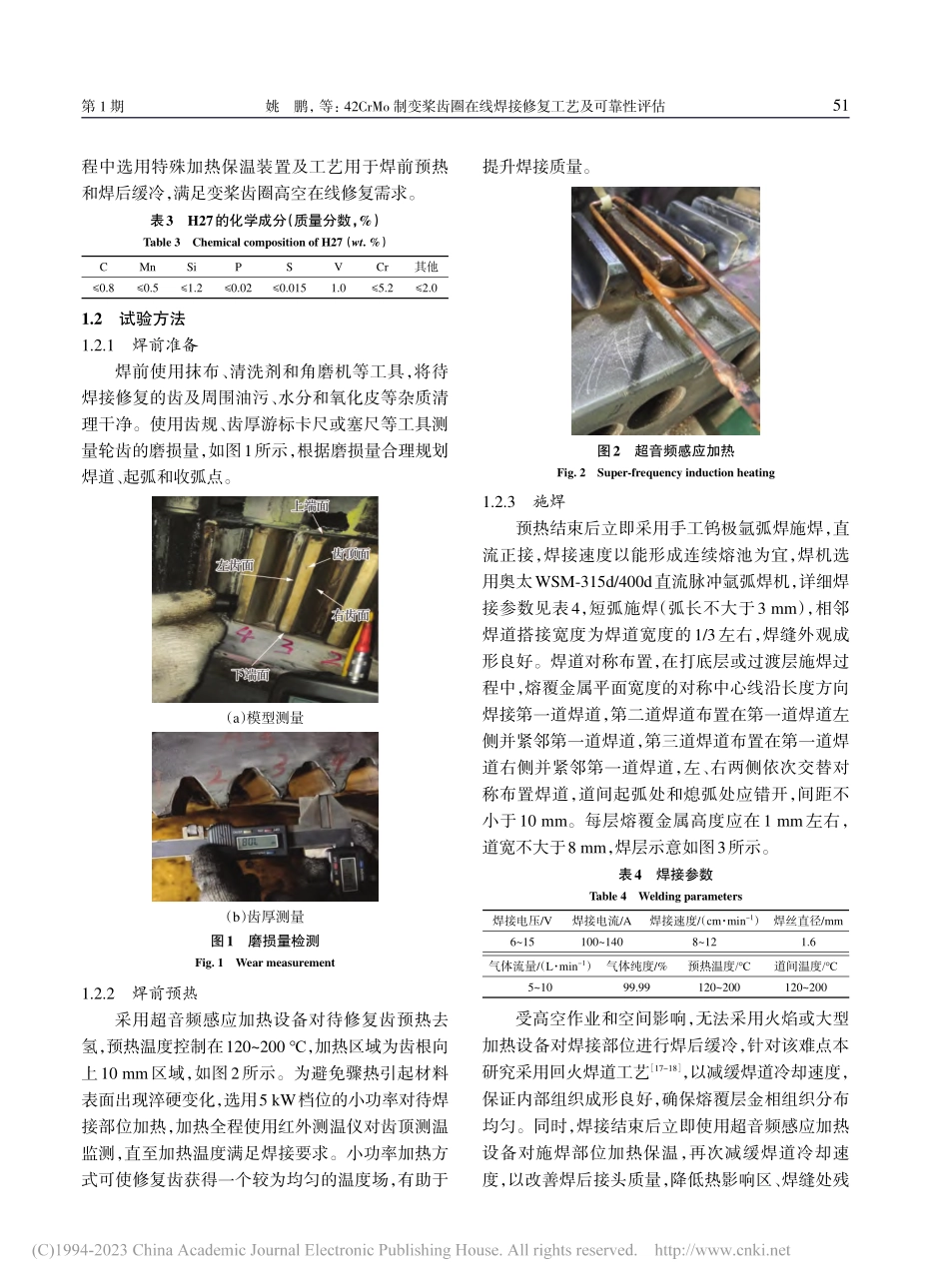
ElectricWeldingMachineVol.53No.1Jan.2023第53卷第1期2023年1月42CrMo制变桨齿圈在线焊接修复工艺及可靠性评估姚鹏1,3,秦思远2,刘洪冰1,3,陈超凡1,4,王金生4,李振国4,郭志杰31.清华大学天津高端装备研究院洛阳先进制造产业研发基地,河南洛阳4710002.中国广核新能源控股有限公司,北京1000363.中能智能(北京)能源科技有限公司,北京1000364.大生清风(北京)科技有限公司,北京100036摘要:变桨齿圈是风电机组核心零部件之一,多由42CrMo加工制造而成。经过长时间的运行,变桨齿圈的轮齿易出现淬硬层磨损问题,需要进行塔上在线修复。采用合金耐磨焊材H27对42CrMo变桨齿圈进行手工钨极氩弧焊修复工艺试验,使用超音频感应加热设备和回火焊道技术进行焊前预热和焊后缓冷,并测量其有效硬度层、耐磨性和金相组织,采用模拟运行方式对结合可靠性进行评估。结果表明,相较于传统42CrMo焊接工艺,该修复工艺大大降低了42CrMo焊后出现裂纹、气孔等缺陷的概率,熔覆层中的马氏体基体上弥散分布了大量微米级碳化物颗粒,熔覆层耐磨性能优异,满足42CrMo制造的变桨齿圈在线焊接修复要求,为风电机组变桨齿圈在线修复提供了一种解决方案。关键词:风电机组;变桨齿圈;在线修复;可靠性评估;GTAW中图分类号:TG455文献标识码:A文章编号:1001-2303(2023)01-0049-07On-lineRepairMethodandReliabilityAssessmentofPitchGearRingManufacturedby42CrMoYAOPeng1,3,QINSiyuan2,LIUHongbing1,3,CHENChaofan1,4,WANGJinsheng4,LIZhenguo4,GUOZhijie31.LuoyangAdvancedManufacturingIndustryCenterTianjinResearchInstituteforAdvancedEquipment,TsinghuaUniversity,Luoyang471003,China2.CGNNewEnergyHoldingsCo.,Ltd.,Beijing100036,China3.ZhongnengIntelligence(Beijing)TechnologyCo.,Ltd.,Beijing100036,China4.DashengTsingWind(Beijing)TechnologyCo.,Ltd.,Beijing100036,ChinaAbstract:Pitchgearringisoneofthecorecomponentofwindturbine,mostlyprocessedandmanufacturedby42CrMo.Thehardenedlayerofgearteetharepronetobewornafterrunningalongtime,whichneedtoberepairedon-lineinthetower.Inordertosolvetheproblem,therepairprocessof42CrMopitchgearwastestedbyusinggastungstenarcweld(GTAW)withH27.Beforethewelding,ultra-audiofrequencyinductionheatingequipmentwasusedforheating.Andthetreatmentoftemperbeadwelding(TBW)fors...