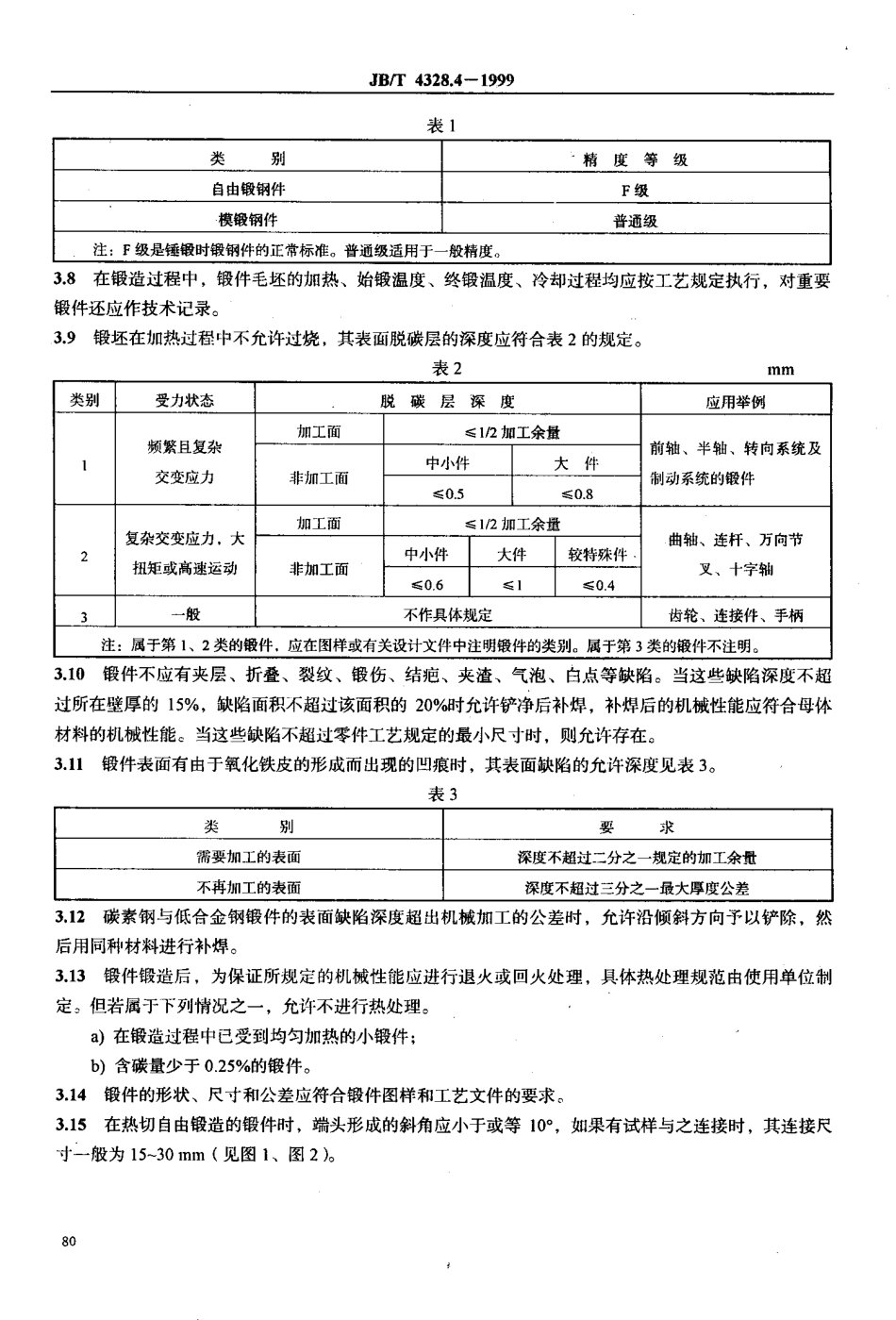
JBrr4328.4-1999前言本标准是对JB4328.4-86《电工专用设备锻造通用技术条件》的修订。本标准在修订中等效采用了原西德标准DIN7525第一分册《钢锻件自由锻圆盘的加工余量和允许偏差》、DIN7527第二分册《钢锻件自由锻带孔圆盘的加工余量和允许偏差》、DIN7527第四分册《钢锻件自由锻无缝筒的加工余量和允许偏差》、DIN7527第六分册《钢锻件自由锻棒料的加工余量和允许偏差》参照采用了原苏联国家标准I'OCT8479《碳素结构与合金结构钢锻件技术要求》,参考了西德工业标准DIN7521《钢锻件供货技术条件》、英国标准BS4114等国外标准。本标准自实施之日起代替JB4328.4-860本标准由沈阳电工专用设备研究所提出并归口。本标准由沈阳电工专用设备研究所负责起草。本标准主要起草人:陈佳善。本标准首次发布时间1986年12月1日,本标准第一次进行修汀。本标准委托沈阳电工专用设备研究所负责解释。中华人民共和国机械行业标准电工专用设备锻造通用技术条件JB/T4328.4-1999代替1B4328.4-86Forginggeneralrequirementsfortheelectricianspecialequipment1范围本标准规定了电工专用设备自由锻钢件、模锻钢件锻造的要求、试验方法、检验规则及标志。本标准适用于电工专用设备的自由锻钢件、模锻钢件。2弓舌用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。在标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB/T222-1984钢的化学分析用试样取样法及成品化学成分允许偏差GB/T223.t-1981钢铁及合金中碳量的测定GB/T226-1991钢的低倍组织及缺陷酸蚀试验法(neqISO4969:1980)GB/T228-1987金属拉伸试验法GB/'r229-1994金属夏比缺口冲击试验方法(eqvISO148:1983)GB/T231-1984金属布氏硬度试验方法JB/T4249.8-1986锤上钢质自由锻件机械加工余量与公差黑皮锻件JB/T4250-1986锤上钢质胎模锻件机械加工余量与公差3要求3.1锻件使用的钢锭或钢坯的钢号应符合产品图样的规定。3.2锻件使用的钢锭或钢坯应有合格证明书。当没有合格证明书时,应补作产品出厂检验,合格后方可使用。3.3钢锭或钢坯表面不得有裂纹、折叠、缺口等缺陷,并彻底清除其可清除的表面缺陷。3.4锻件的锻造比一般取2:1或3:1之间。3.5自由锻钢件的重量,一般为800kg以下。3.6模锻钢件熏量一般为250kg以下,长度(极限尺寸)不超过2500mm.3.7锻件的锻造精度等级应按图样或技术文件的规定执行,未作规定时其精度等级见表1。国家机械...