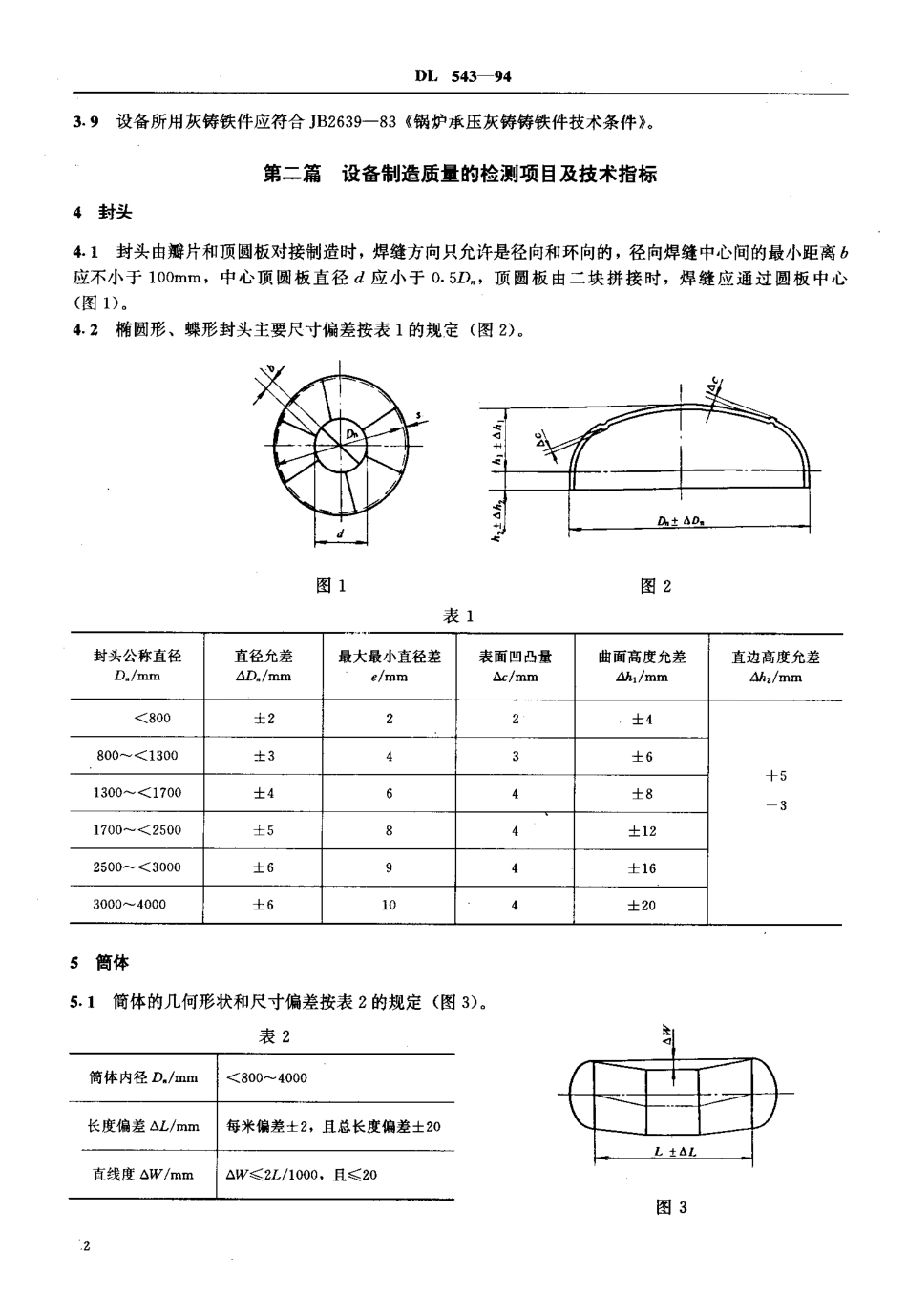
OL中华人民共和国电力行业标准DL543一94电厂用水处理设备质量验收标准QualityInspectionStandardforWaterTreatmentEquipmentUsedinPowerplant1994一05一30发布1994一11一01实施中华人民共和国电力工业部发布中华人民共和国电力行业标准电厂用水处理设备质量验收标准QualityInspectionStandardforWaterTreatmentEquipmentUsedinPowerPlantDL543-941主题内容及适用范围本标准规定了电厂用水处理设备的验收技术要求、检验方法、标志、包装、运输、贮藏及现场验收规则等要求。本标准适用于电厂用机械过滤器类、离子交换器类、除二氧化碳器类及酸、碱贮存槽、计量箱等水处理设备,也适用于防腐管道附件等的质量验收。2引用标准JB2932-86水处理设备制造技术条件GB150-89钢制压力容器JB/Z360-89水处理设备技术文件JB2880-81钢制焊接常压容器技术条件GB5575-85化工设备衬里用未硫化橡胶板CD130A16-85橡胶衬里设备技术条件HGJ32-90橡胶衬里化工设备ZBJ98004-87水处理设备原材料入厂检验ZBJ98003-87水处理设备油漆、包装技术条件第一篇材料3技术要求3.1制造水处理设备所用材料的质量及规格应符合相应的国家标准、部标和有关技术条件要求,并具有质量保证书。3.2设备本体材料应按GB150-89《钢制压力容器》选用。3.3水处理设备主要原材料的人厂检验应符合ZBJ98004-87《水处理设备原材料入厂检验)a3.4焊接钢制受压元件使用的焊条,应符合GB981-984-85IX焊条》的规定,焊丝应符合GB1300-77《焊接用钢丝》的规定。3.5设备上连接管道的法兰和几何尺寸相类似的锻件按JB74-85-59《管路法兰》的规定。3.6设备容器法兰和几何尺寸相类似的锻件按JB1157-1164-82《压力容器法兰》的规定。3.7硬聚氯乙烯板应符合GB4454-84《硬聚氯乙烯板材》的规定。管材应符合GB4419:84《化工用硬聚氯乙烯管材》的规定。其他塑料板及管材应符合相应标准的规定。3.8产品中成套供应的阀门、压力表、水位计等配套附件,应有制造厂的质量合格证,且应符合各自的产品标准。中华人民共和国电力工业部1994-05-30批准1994-11-01实施tDL543-943.,设备所用灰铸铁件应符合JB2639-83《锅炉承压灰铸铸铁件技术条件》。第二篇设备制造质量的检测项目及技术指标4封头4.1封头由瓣片和顶圆板对接制造时,焊缝方向只允许是径向和环向的,径向焊缝中心间的最小距离b应不小于l00mm,中心顶圆板直径d应小于。.5D,,顶圆板由二块拼接时,焊缝应通过圆板中心(图le4.2椭圆形、蝶形封头主要尺寸偏差按表1的规定(图2)...