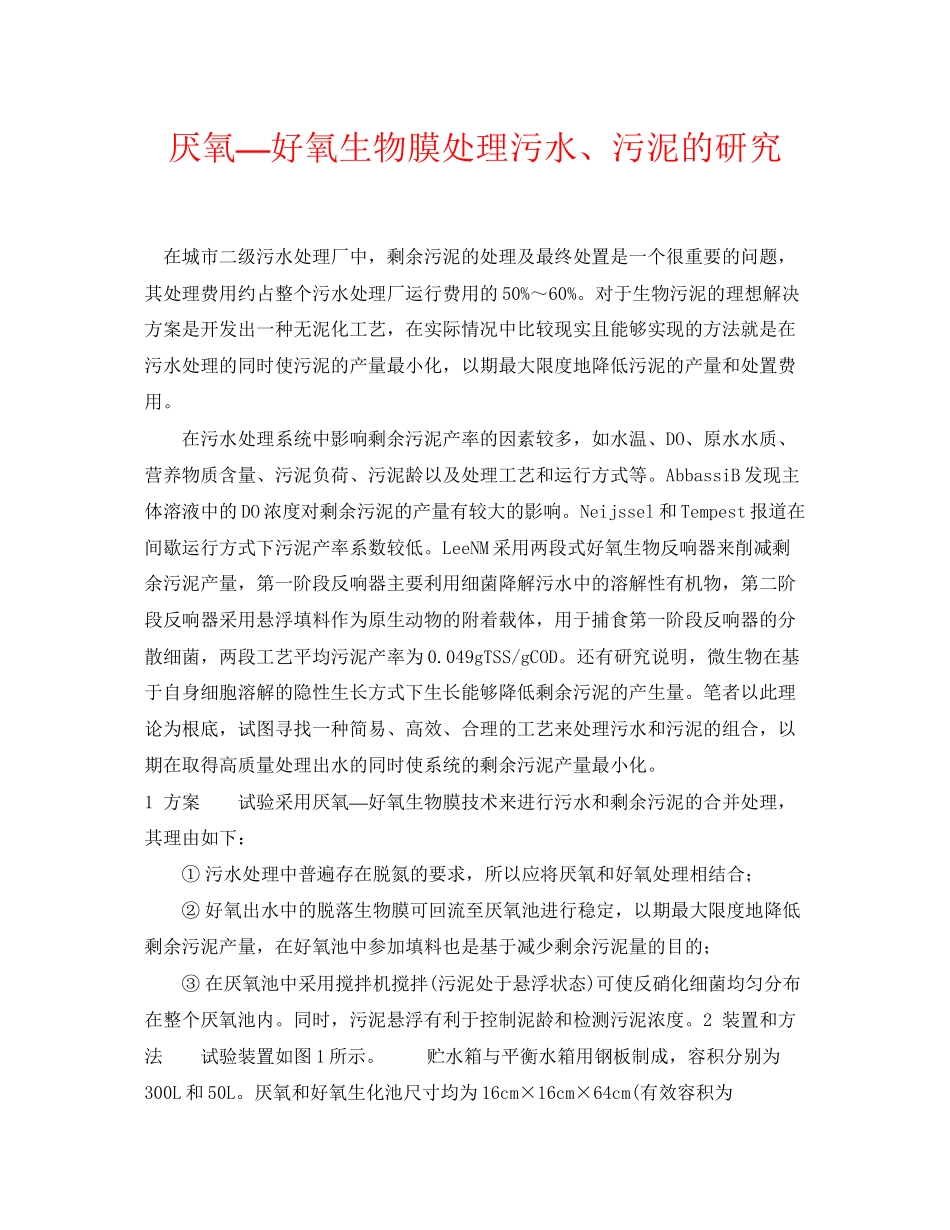
—厌氧好氧生物膜处理污水、污泥的研究在城市二级污水处理厂中,剩余污泥的处理及最终处置是一个很重要的问题,其处理费用约占整个污水处理厂运行费用的50%~60%。对于生物污泥的理想解决方案是开发出一种无泥化工艺,在实际情况中比较现实且能够实现的方法就是在污水处理的同时使污泥的产量最小化,以期最大限度地降低污泥的产量和处置费用。在污水处理系统中影响剩余污泥产率的因素较多,如水温、DO、原水水质、营养物质含量、污泥负荷、污泥龄以及处理工艺和运行方式等。AbbassiB发现主体溶液中的DO浓度对剩余污泥的产量有较大的影响。Neijssel和Tempest报道在间歇运行方式下污泥产率系数较低。LeeNM采用两段式好氧生物反响器来削减剩余污泥产量,第一阶段反响器主要利用细菌降解污水中的溶解性有机物,第二阶段反响器采用悬浮填料作为原生动物的附着载体,用于捕食第一阶段反响器的分散细菌,两段工艺平均污泥产率为0.049gTSS/gCOD。还有研究说明,微生物在基于自身细胞溶解的隐性生长方式下生长能够降低剩余污泥的产生量。笔者以此理论为根底,试图寻找一种简易、高效、合理的工艺来处理污水和污泥的组合,以期在取得高质量处理出水的同时使系统的剩余污泥产量最小化。1—方案试验采用厌氧好氧生物膜技术来进行污水和剩余污泥的合并处理,其理由如下:①污水处理中普遍存在脱氮的要求,所以应将厌氧和好氧处理相结合;②好氧出水中的脱落生物膜可回流至厌氧池进行稳定,以期最大限度地降低剩余污泥产量,在好氧池中参加填料也是基于减少剩余污泥量的目的;③在厌氧池中采用搅拌机搅拌(污泥处于悬浮状态)可使反硝化细菌均匀分布在整个厌氧池内。同时,污泥悬浮有利于控制泥龄和检测污泥浓度。2装置和方法试验装置如图1所示。贮水箱与平衡水箱用钢板制成,容积分别为300L和50L。厌氧和好氧生化池尺寸均为16cm×16cm×64cm(有效容积为16.3L)。斜板二沉池容积为8.5L,斜板的安装角度为70°,生化池和二沉池用有机玻璃加工而成。试验用水采用人工配制,原料为淀粉、蔗糖、蛋白胨、NH4Cl和KH2PO4,用量按C∶N∶P≈100∶10∶1的比例投加。重点考察工艺的除C、N性能。污水在厌氧池中污水区的停留时间为4.5h,在好氧池中的水力停留时间为6h,硝化液回流比为100%,二沉池剩余污泥回流至厌氧池的污泥区,回流比为5%,在厌氧池中的停留时间为64h。好氧池中DO的浓度维持在3mg/L左右,厌氧和好氧生物膜反响池的水温均保持在26℃。3结果与分析试验装置自2022...