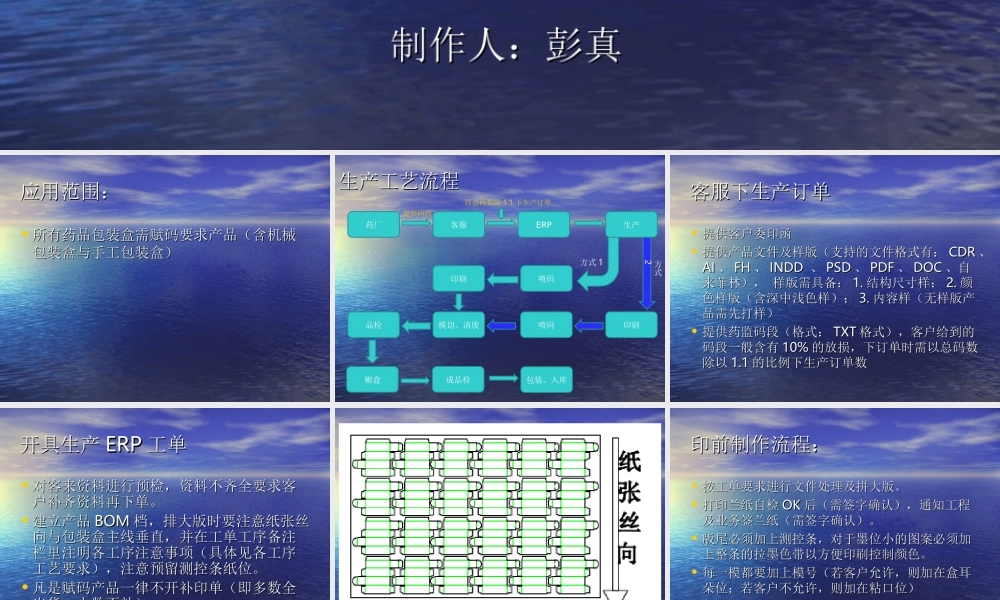
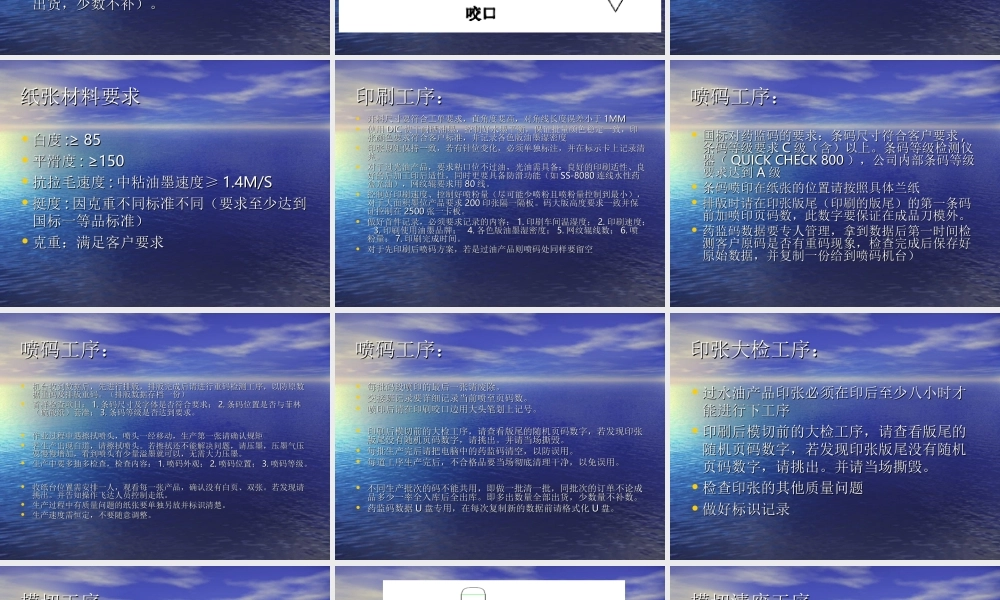
药品包装盒药品包装盒生产工艺规范书生产工艺规范书制作人:彭真制作人:彭真应用范围:应用范围:•所有药品包装盒需赋码要求产品(含机械所有药品包装盒需赋码要求产品(含机械包装盒与手工包装盒)包装盒与手工包装盒)生产工艺流程生产工艺流程药厂客服ERP生产喷码印刷印刷喷码模切、清废品检糊盒提供码段以总码数除1.1下生产订单方式1方式2成品检包装、入库客服下生产订单客服下生产订单•提供客户委印函提供客户委印函•提供产品文件及样版(支持的文件格式有:提供产品文件及样版(支持的文件格式有:CDRCDR、、AIAI、、FHFH、、INDDINDD、、PSDPSD、、PDFPDF、、DOCDOC、自、自来菲林),样版需具备:来菲林),样版需具备:1.1.结构尺寸样;结构尺寸样;2.2.颜颜色样版(含深中浅色样);色样版(含深中浅色样);3.3.内容样(无样版产内容样(无样版产品需先打样)品需先打样)•提供药监码段(格式:提供药监码段(格式:TXTTXT格式),客户给到的格式),客户给到的码段一般含有码段一般含有10%10%的放损,下订单时需以总码数的放损,下订单时需以总码数除以除以1.11.1的比例下生产订单数的比例下生产订单数开具生产开具生产ERPERP工单工单•对客来资料进行预检,资料不齐全要求客对客来资料进行预检,资料不齐全要求客户补齐资料再下单。户补齐资料再下单。•建立产品建立产品BOMBOM档,排大版时要注意纸张丝档,排大版时要注意纸张丝向与包装盒主线垂直,并在工单工序备注向与包装盒主线垂直,并在工单工序备注栏里注明各工序注意事项(具体见各工序栏里注明各工序注意事项(具体见各工序工艺要求),注意预留测控条纸位。工艺要求),注意预留测控条纸位。•凡是赋码产品一律不开补印单(即多数全凡是赋码产品一律不开补印单(即多数全出货,少数不补)。出货,少数不补)。印前制作流程:印前制作流程:•按工单要求进行文件处理及拼大版。按工单要求进行文件处理及拼大版。•打印兰纸自检打印兰纸自检OKOK后(需签字确认),通知工程后(需签字确认),通知工程及业务签兰纸(需签字确认)。及业务签兰纸(需签字确认)。•版尾必须加上测控条,对于墨位小的图案必须加版尾必须加上测控条,对于墨位小的图案必须加上整条的拉墨色带以方便印刷控制颜色。上整条的拉墨色带以方便印刷控制颜色。•每一模都要加上模号(若客户允许,则加在盒耳每一模都要加上模号(若客户允许,则加在盒耳朵位;若客户不允许,则加在粘口位)朵位;若...