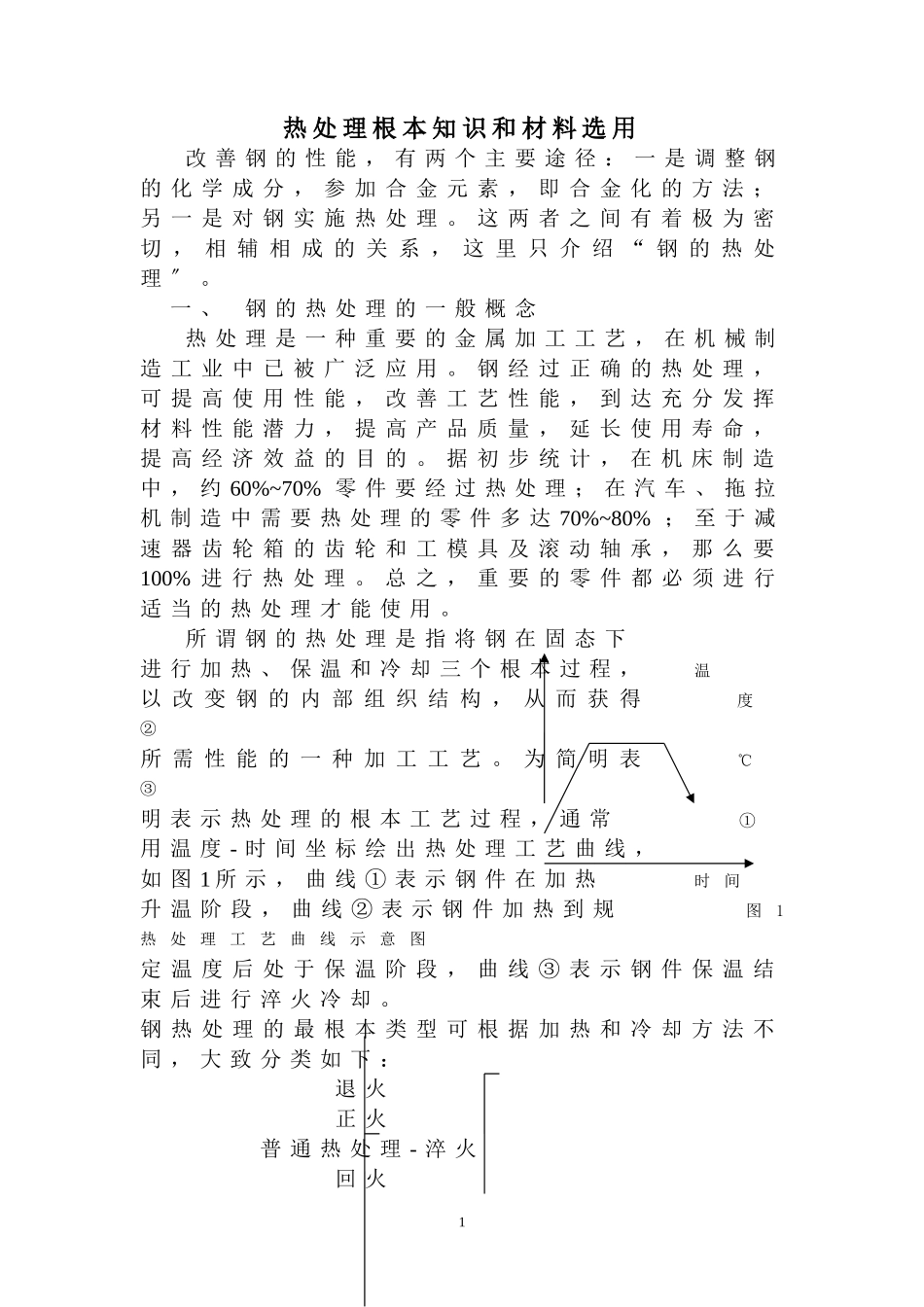
热处理根本知识和材料选用改善钢的性能,有两个主要途径:一是调整钢的化学成分,参加合金元素,即合金化的方法;另一是对钢实施热处理。这两者之间有着极为密切,相辅相成的关系,这里只介绍“钢的热处理〞。一、钢的热处理的一般概念热处理是一种重要的金属加工工艺,在机械制造工业中已被广泛应用。钢经过正确的热处理,可提高使用性能,改善工艺性能,到达充分发挥材料性能潜力,提高产品质量,延长使用寿命,提高经济效益的目的。据初步统计,在机床制造中,约60%~70%零件要经过热处理;在汽车、拖拉机制造中需要热处理的零件多达70%~80%;至于减速器齿轮箱的齿轮和工模具及滚动轴承,那么要100%进行热处理。总之,重要的零件都必须进行适当的热处理才能使用。所谓钢的热处理是指将钢在固态下进行加热、保温和冷却三个根本过程,温以改变钢的内部组织结构,从而获得度②所需性能的一种加工工艺。为简明表℃③明表示热处理的根本工艺过程,通常①用温度-时间坐标绘出热处理工艺曲线,如图1所示,曲线①表示钢件在加热时间升温阶段,曲线②表示钢件加热到规图1热处理工艺曲线示意图定温度后处于保温阶段,曲线③表示钢件保温结束后进行淬火冷却。钢热处理的最根本类型可根据加热和冷却方法不同,大致分类如下:退火正火普通热处理-淬火回火1火焰加热热处理类型-外表淬火-感应加热外表热处理--渗碳化学热处理--渗氮碳氮共渗控制气氛热处理其他热处理--真空热处理形变热处理热处理可以是机械零件加工制造工艺中的一个中间工序,如改善锻、轧、铸毛坯组织的退火或正火,齿轮箱体消除焊接应力退火和降低工件硬度改善切削加工性能的退火等。也可以是使机械零件性能到达规定技术指标的最终工序,如经淬火加高温回火,使机械零件获得极为良好综合力学性能,例如渗碳齿轮的整个加工工序是:锻造-退火-粗加工-探伤-正火-精加工-渗碳、淬火、回火-喷丸-〔磨齿〕。由此可见,热处理同其他工艺过程密切,在机械零件加工制造过程中具有十分重要的地位和作用。二、普通热处理1、钢的退火和正火1.1钢的退火和正火的定义和目的退火是一般是将钢件加热到临界温度以上适当温度,保温适当时间后缓慢冷却,以获得接近平衡的珠光体组织的热处理工艺。图2为GCr15钢等温球化退火典型工艺。温780~810℃度炉冷710~720℃℃3~64~6炉冷600℃出炉空冷时间〔h〕图2GCr15钢等温球化退火典型工艺正火也是将钢件加热到临界温度以上适当温度保温适当时间后以较快冷却速度冷却〔通常...