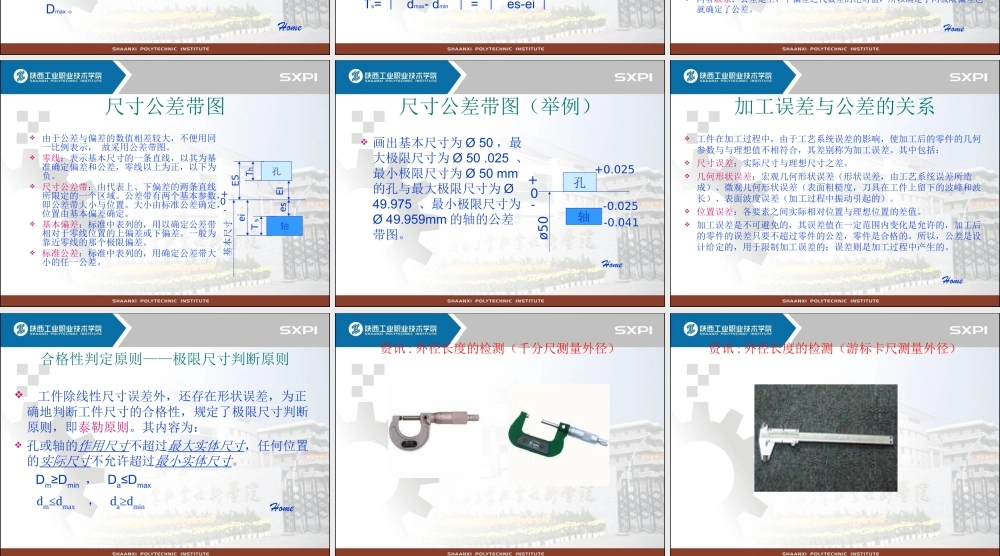
有关几何量精度的基本术语和定义孔和轴尺寸:尺寸、基本尺寸、实际尺寸、作用尺寸、极限尺寸、实体尺寸偏差与公差尺寸公差带图加工误差与公差的关系合格性判定原则GO孔和轴在满足互换性的配合中,孔和轴具有广泛的含义,即:孔指圆柱形内表面及其它内表面中,由单一尺寸确定的部分,其尺寸由D表示;轴指圆柱形的外表面及其它外表面中由单一尺寸确定的部分,其尺寸由d表示。即:孔为包容面,轴为被包容面。如图所示。d1D1D2Home有关尺寸的概念(一)尺寸:用特定单位表示长度值的数字。基本尺寸:由设计给定的尺寸,一般要求符合标准的尺寸系列。实际尺寸:通过测量所得的尺寸。包含测量误差,且同一表面不同部位的实际尺寸往往也不相同。用Da、da表示。极限尺寸:允许尺寸变化的两个界限值。两者中大的称为最大极限尺寸,小的称为最小极限尺寸。孔和轴的最大、最小极限尺寸分别为Dmax、dmax和Dmin、dmin表示。有关尺寸的概念(二)作用尺寸孔的作用尺寸Dm:在配合的全长上,与实际孔内接的最大理想轴的尺寸;Dm=Da-t形轴的作用尺寸dm:在配合的全长上,与实际轴外接的最小理想孔的尺寸。内接的最大理想轴外接的最小理想孔实际孔实际轴孔的作用尺寸轴的作用尺寸dm=da+t形有关尺寸的概念(三)最大实体尺寸(MMS):对应于孔或轴的最大材料量(实体大小)的那个极限尺寸,即:轴的最大极限尺寸dmax;孔的最小极限尺寸Dmin。最小实体尺寸(LMS):对应于孔或轴的最小材料量(实体大小)的那个极限尺寸,即:轴的最小极限尺寸dmin;孔的最大极限尺寸Dmax。Home偏差与公差偏差:某一尺寸减去基本尺寸所得的代数差。包括实际偏差和极限偏差。极限偏差又分上偏差(ES、es)和下偏差(EI、ei)。ES=Dmax-Des=dmax-dEI=Dmin-Dei=dmin-d公差:允许尺寸的变动量。等于最大极限尺寸与最小极限尺寸之代数差的绝对值。孔、轴的公差分别用Th和Ts表示。Th=︱Dmax-Dmin︱=︱ES-EI︱Ts=︱dmax-dmin︱=︱es-ei︱公差与极限偏差的比较两者区别:从数值上看:极限偏差是代数值,正、负或零值是有意义的;而公差是允许尺寸的变动范围,是没有正负号的绝对值,也不能为零(零值意味着加工误差不存在,是不可能的)。实际计算时由于最大极限尺寸大于最小极限尺寸,故可省略绝对值符号。从作用上看:极限偏差用于控制实际偏差,是判断完工零件是否合格的根据,而公差则控制一批零件实际尺寸的差异程度。从工艺上看:对某一具...